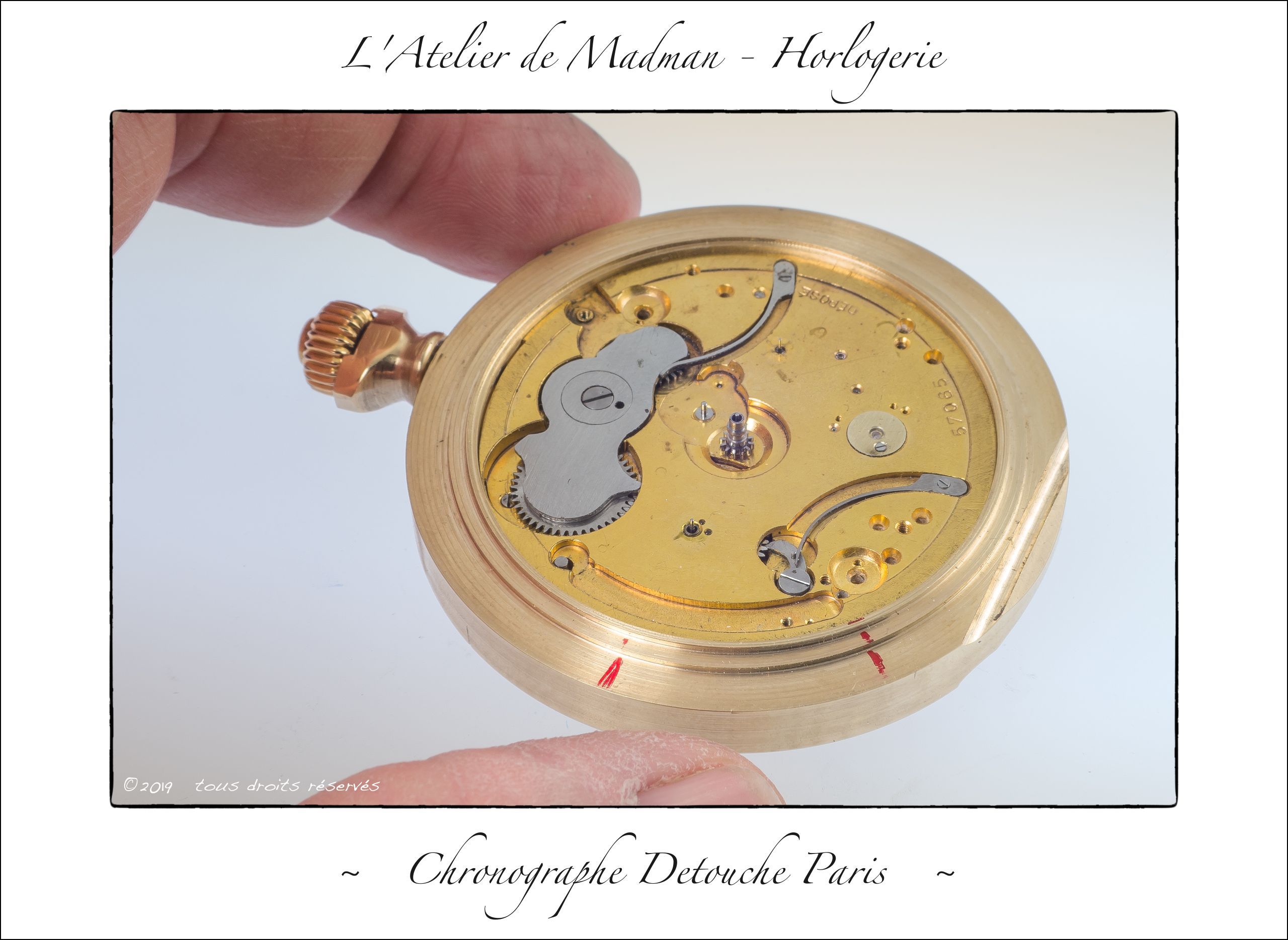
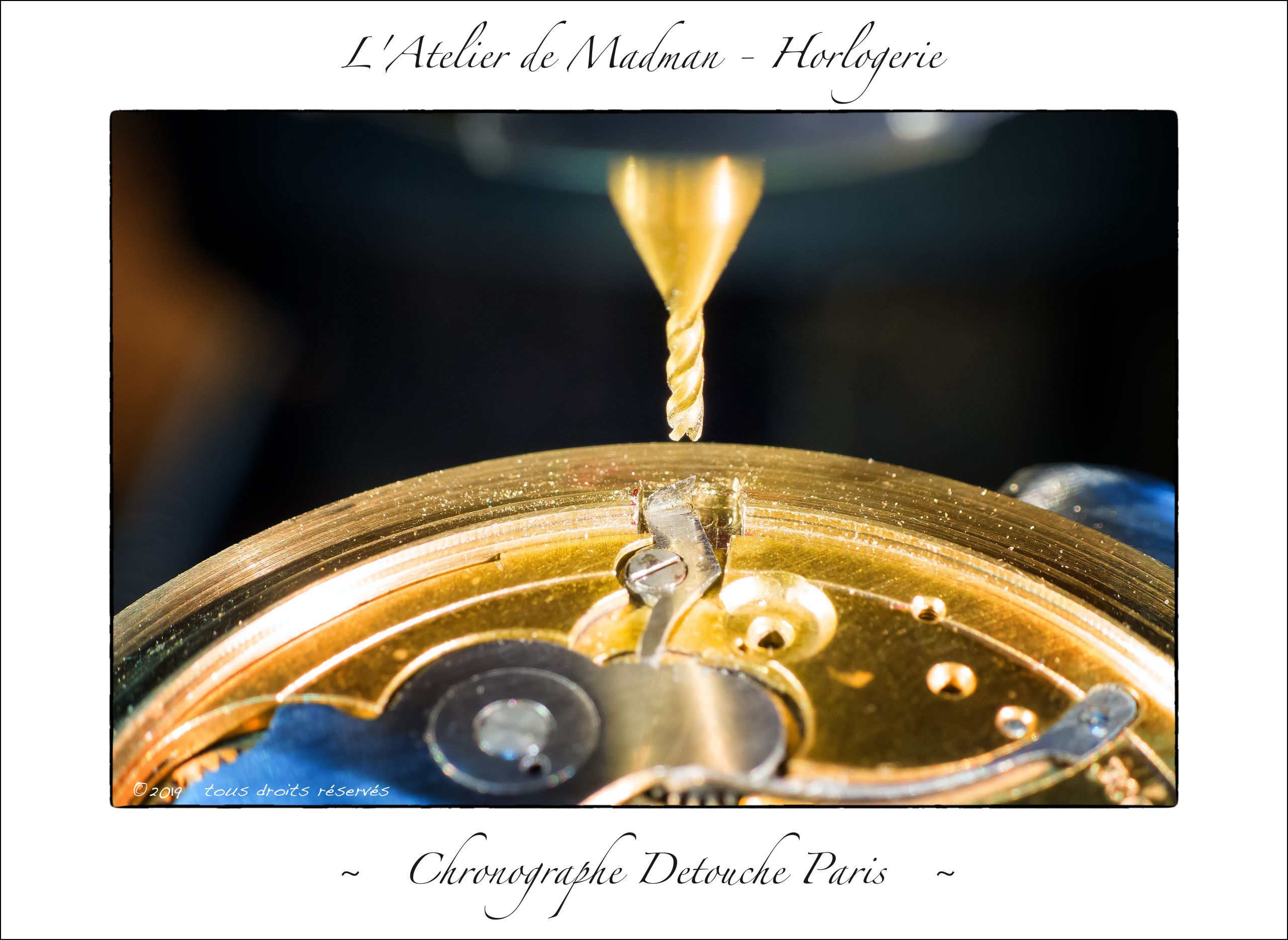
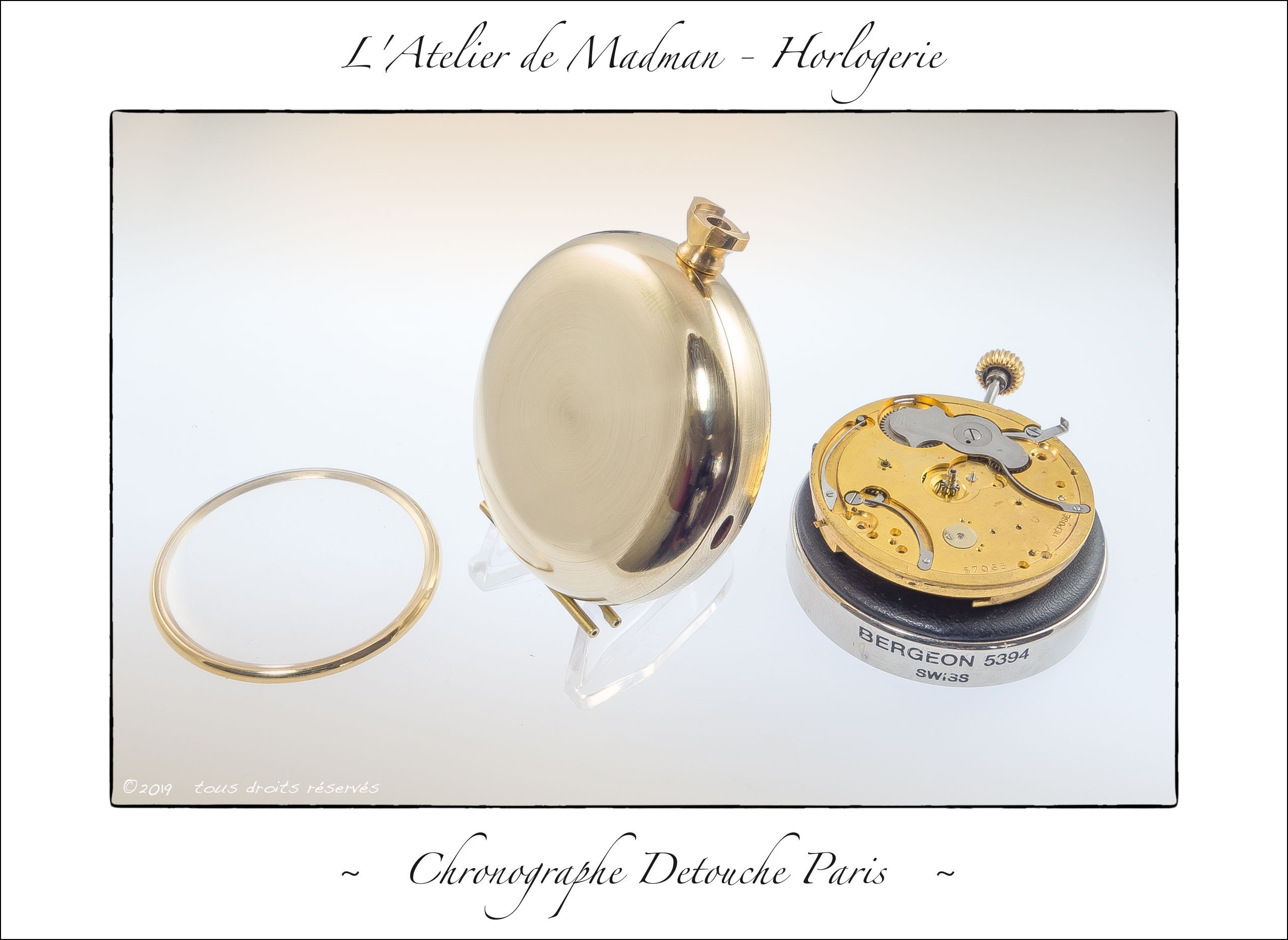
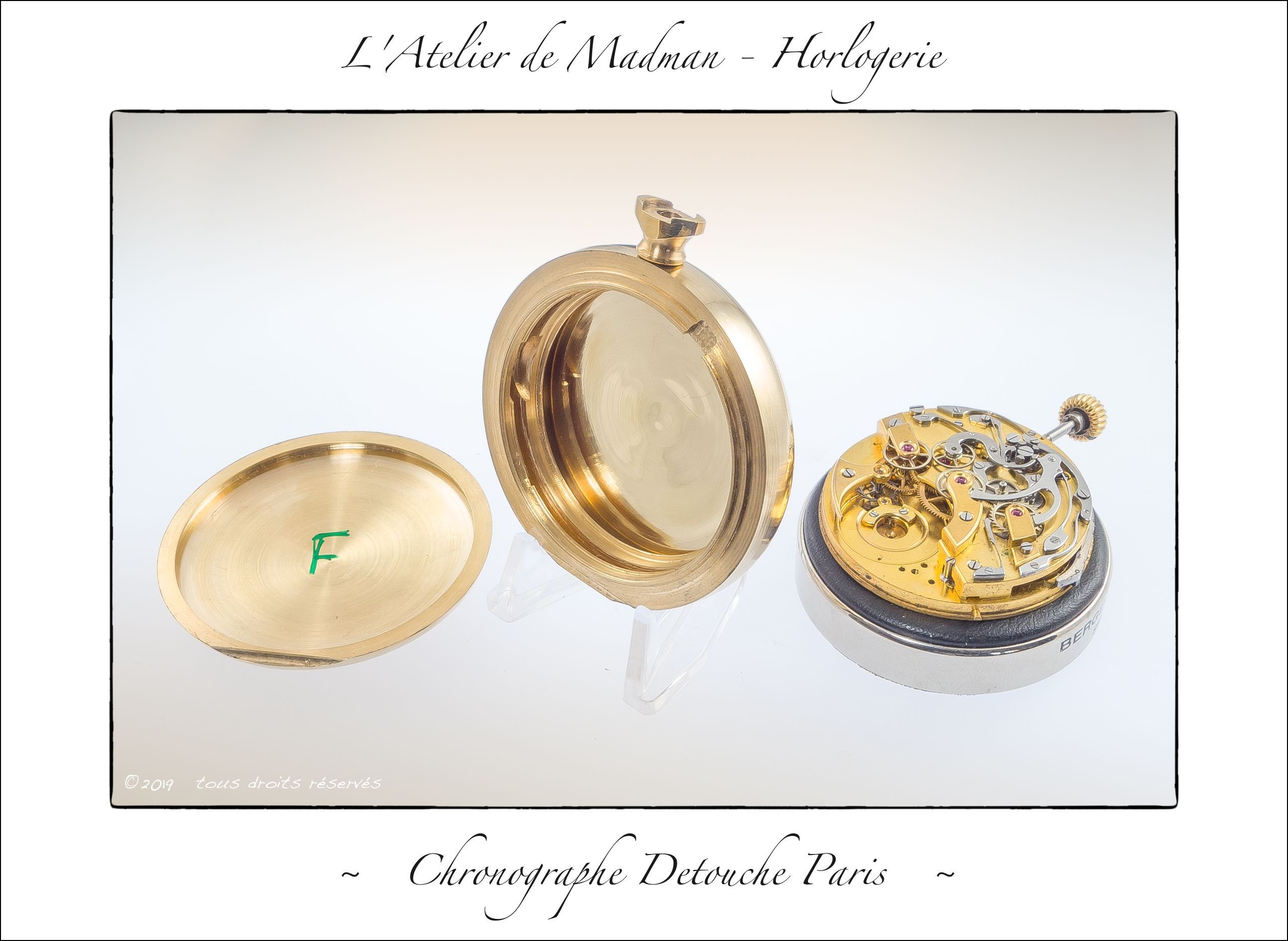
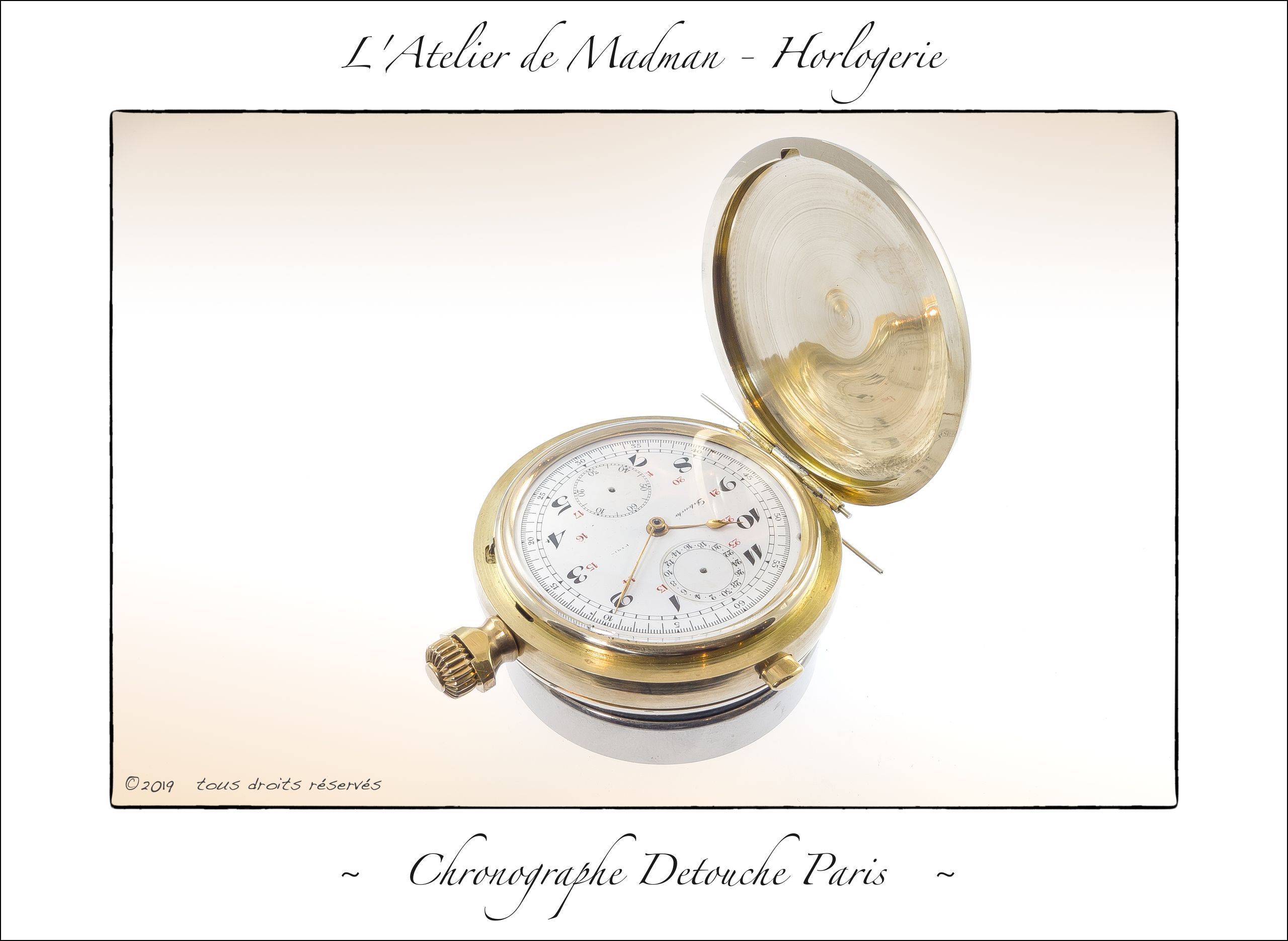
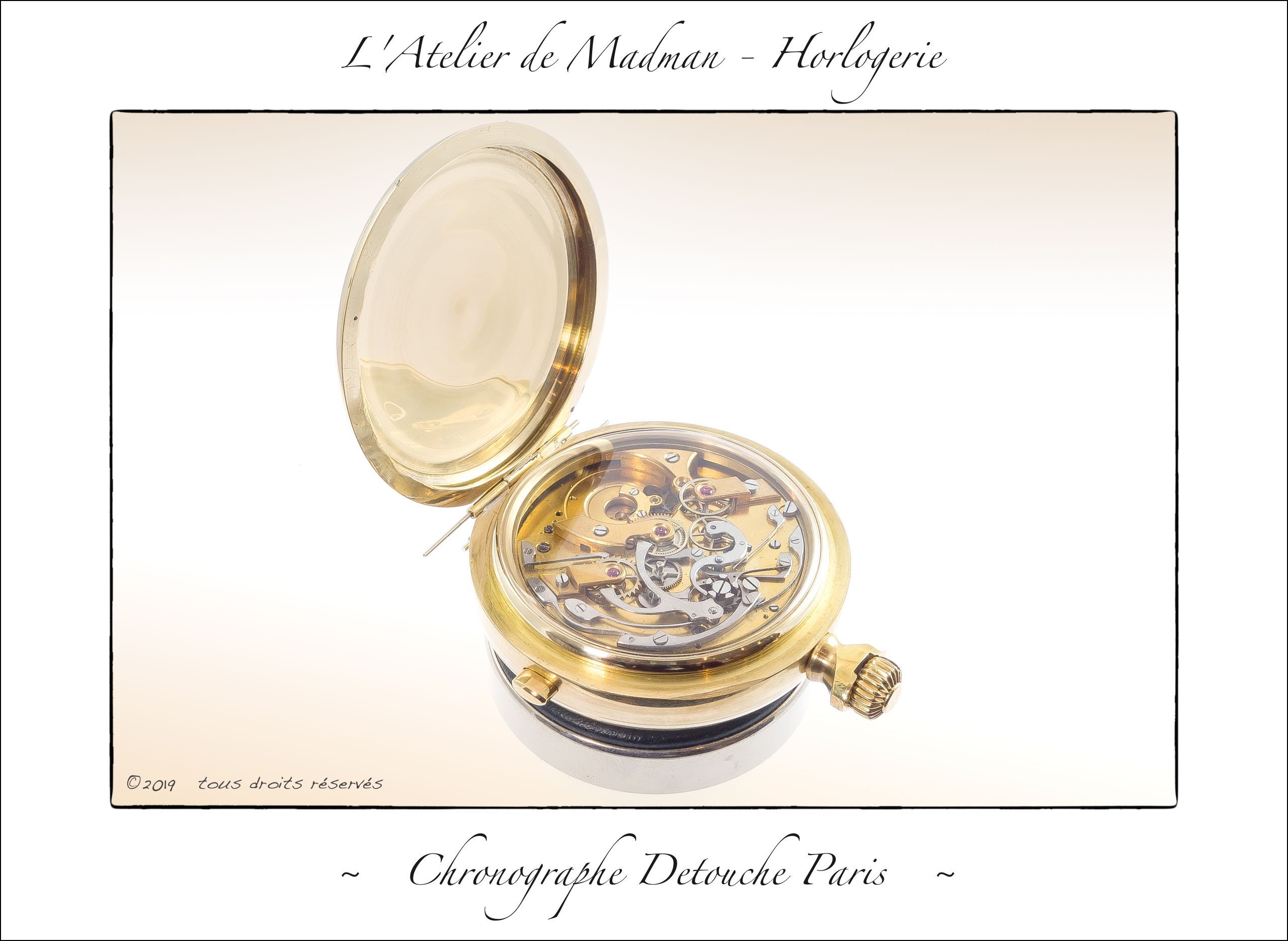
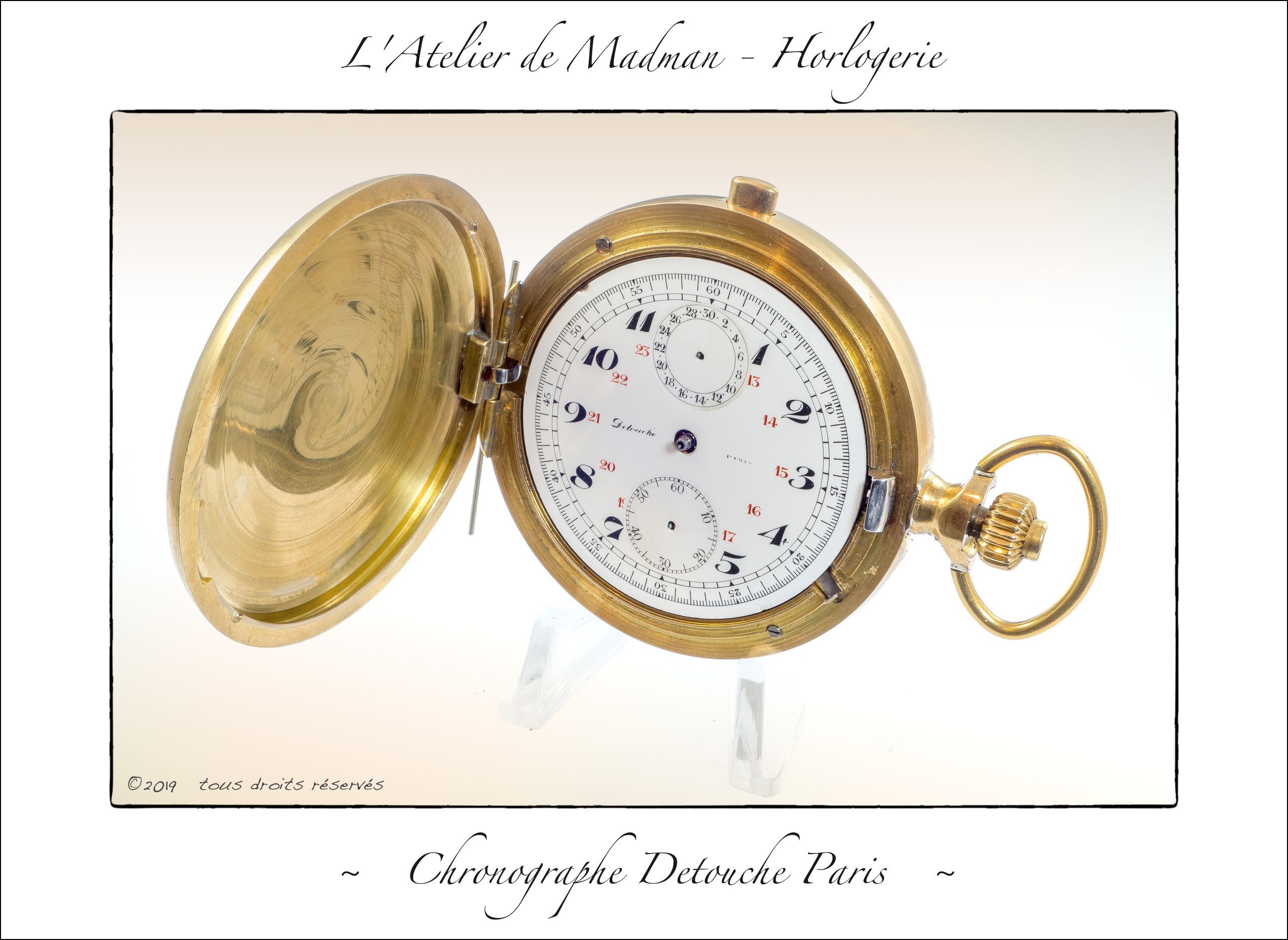
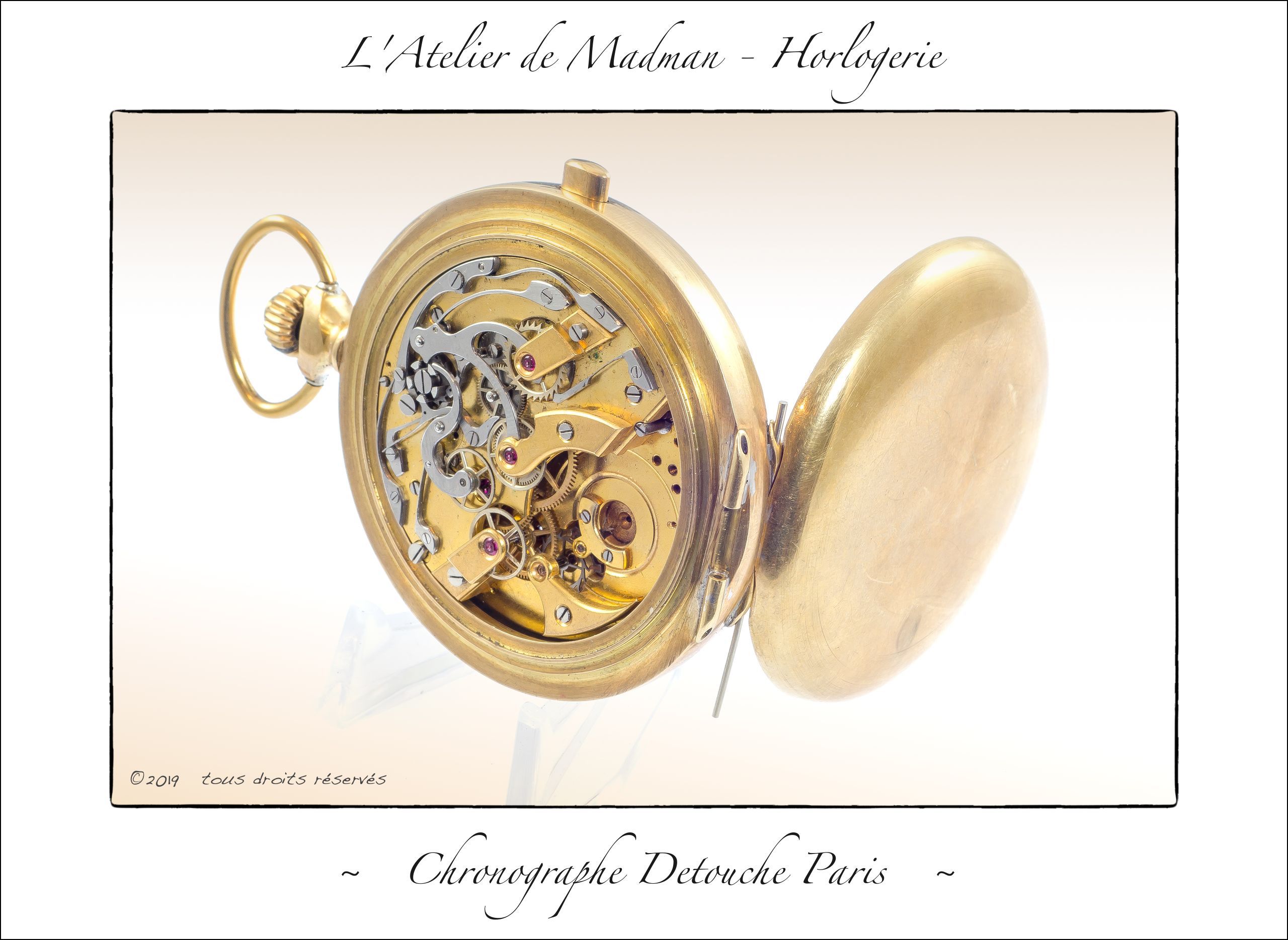
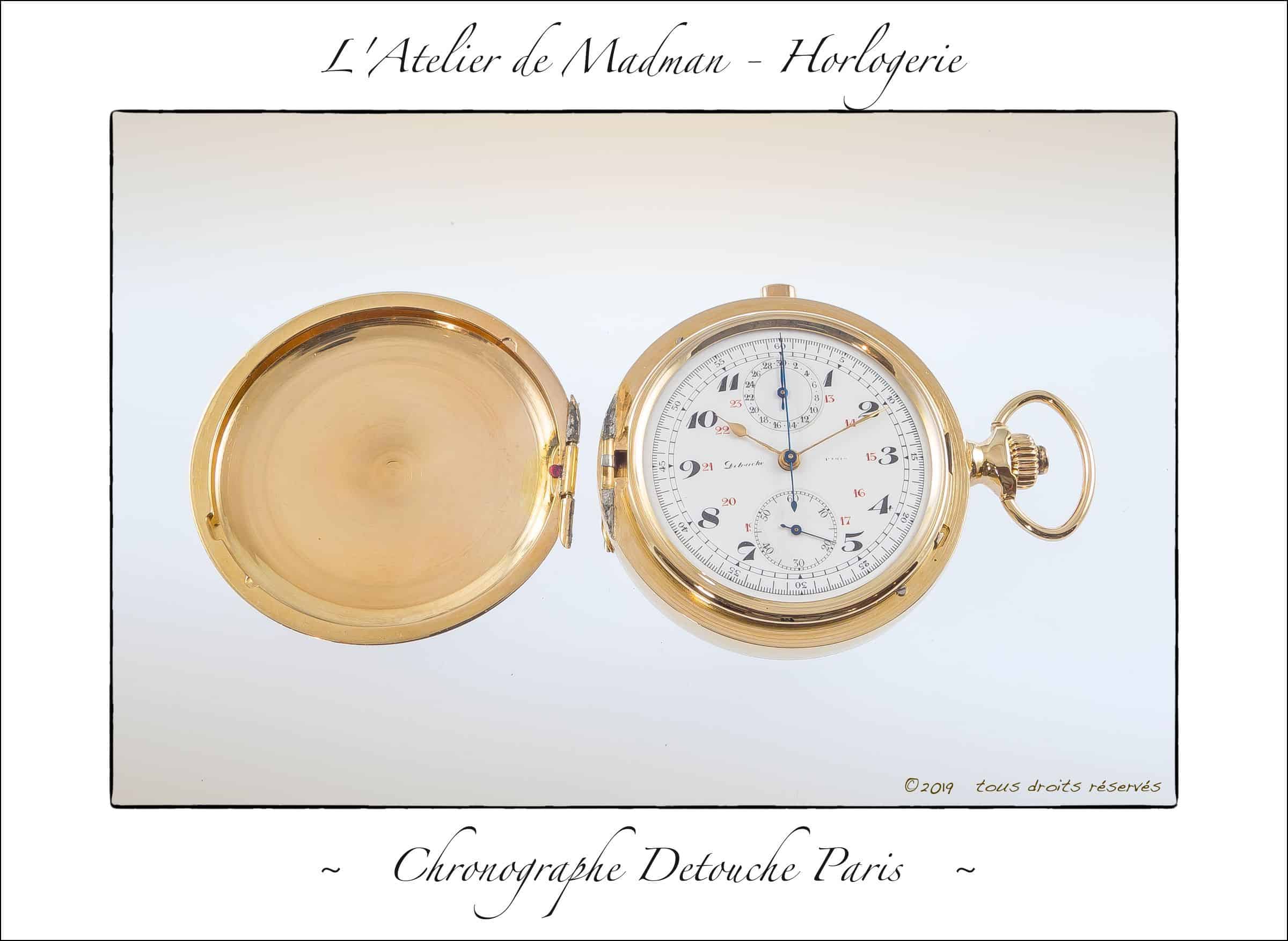
Un joli mouvement chronographe dont j’ignore l’histoire, si ce n’est la quasi-certitude que son boitier – probablement en or – a succombé à la fonte, pour en retirer quelques sous. Il recevra un nouvel habit, crée de toutes pièces pour lui, dont le fond avec cache-poussière en verre permettra au regard d’admirer les douces arabesques du mouvement.
Usinage, selon devis 20180801-2
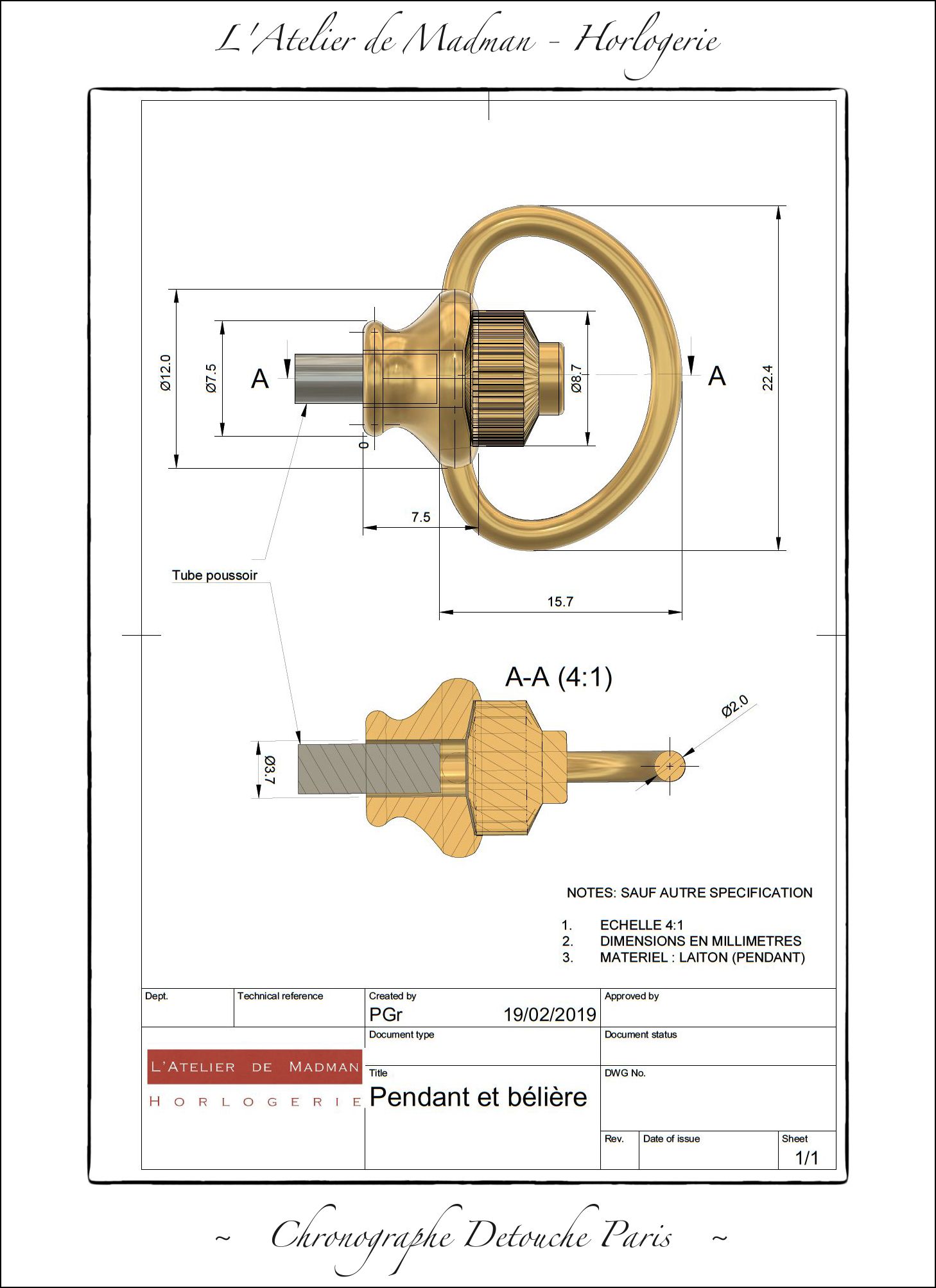
- usinage d’un boitier savonnette en laiton plaqué or, avec pendant et bélière
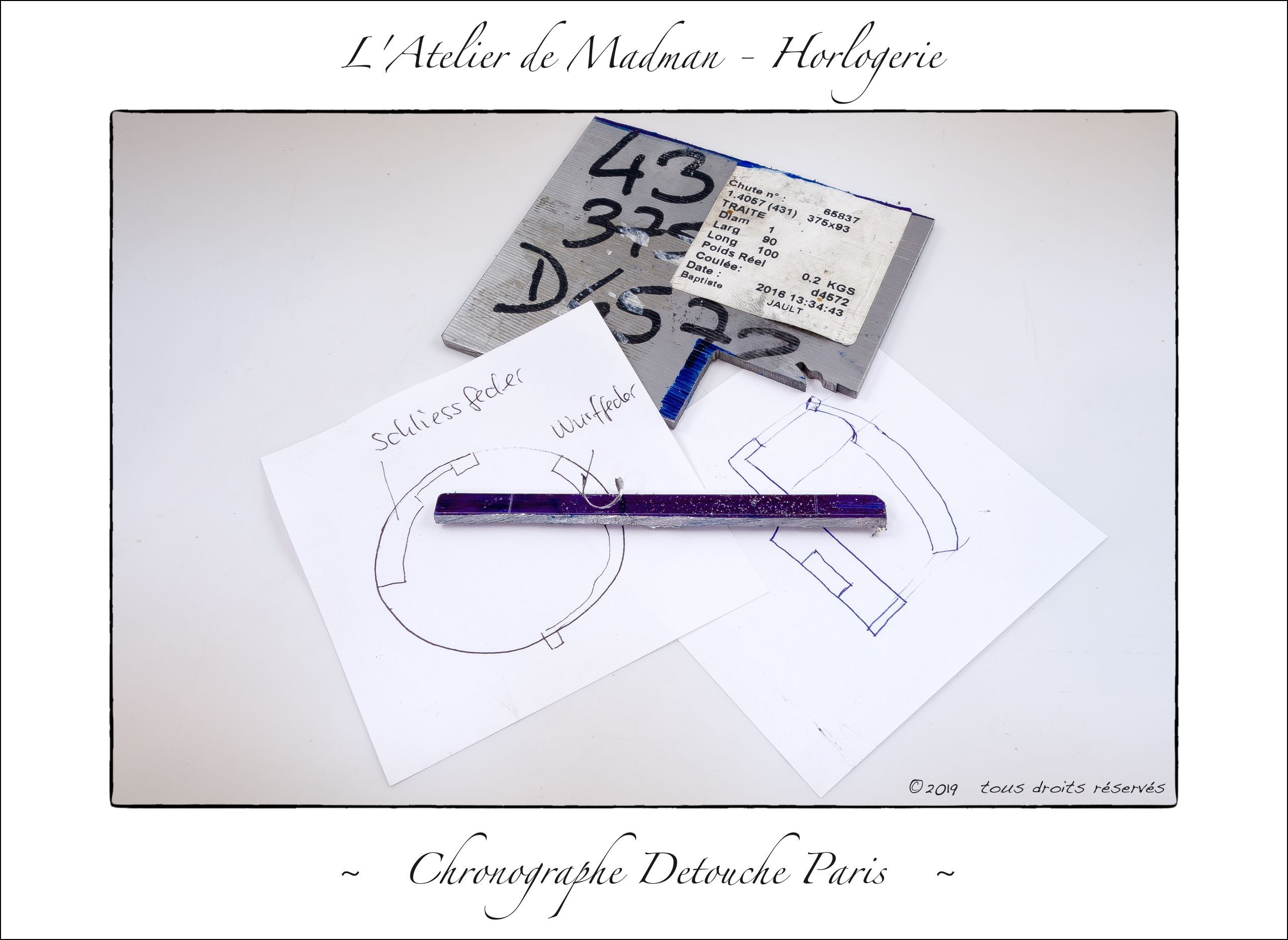
- usinage de ressorts de fermeture et d’ouverture du couvercle
- usinage d’un poussoir pour le chrono
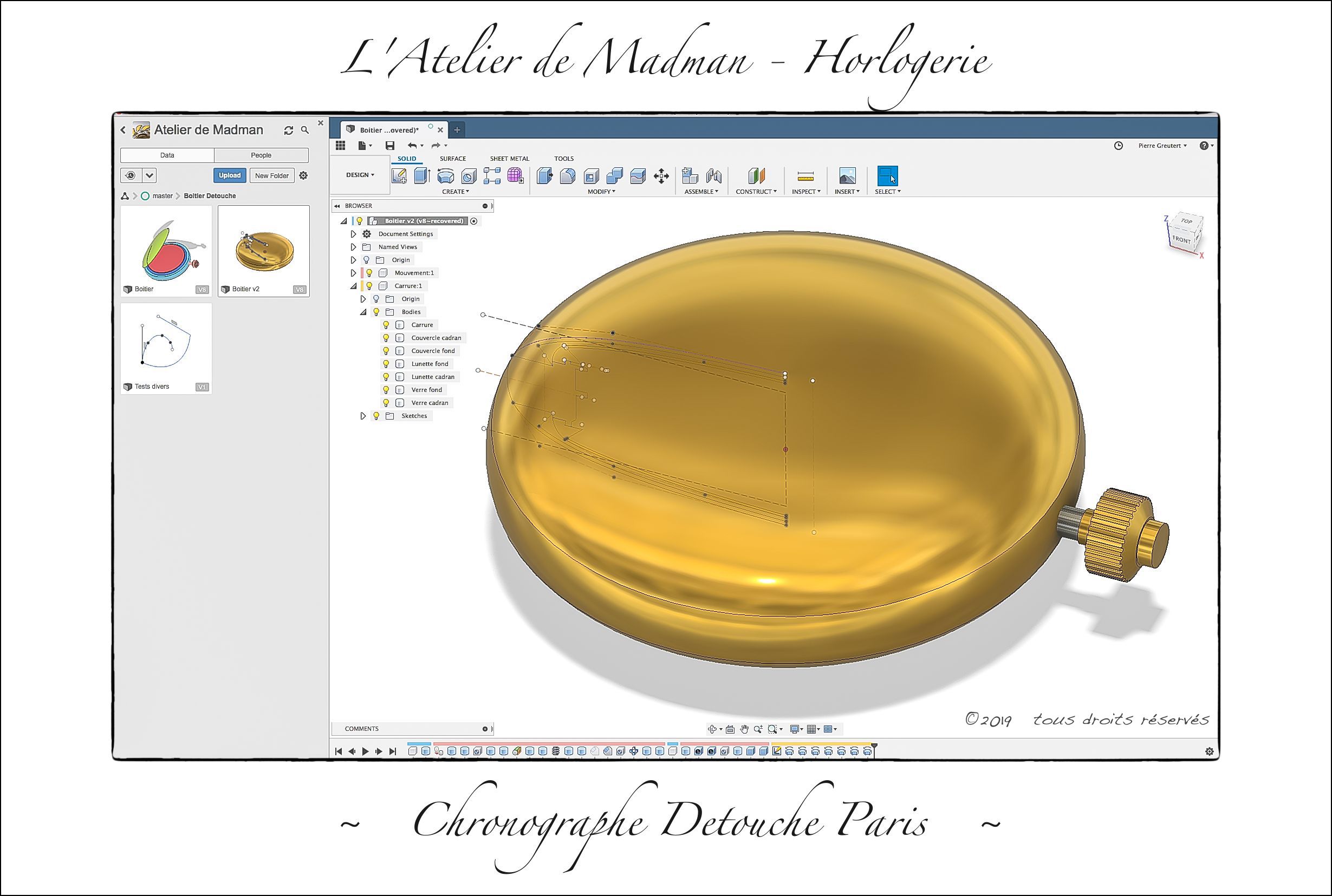
1. CONCEPTION 3D
La conception d’un boitier commence par le relevé des cotes du mouvement qu’il doit abriter.
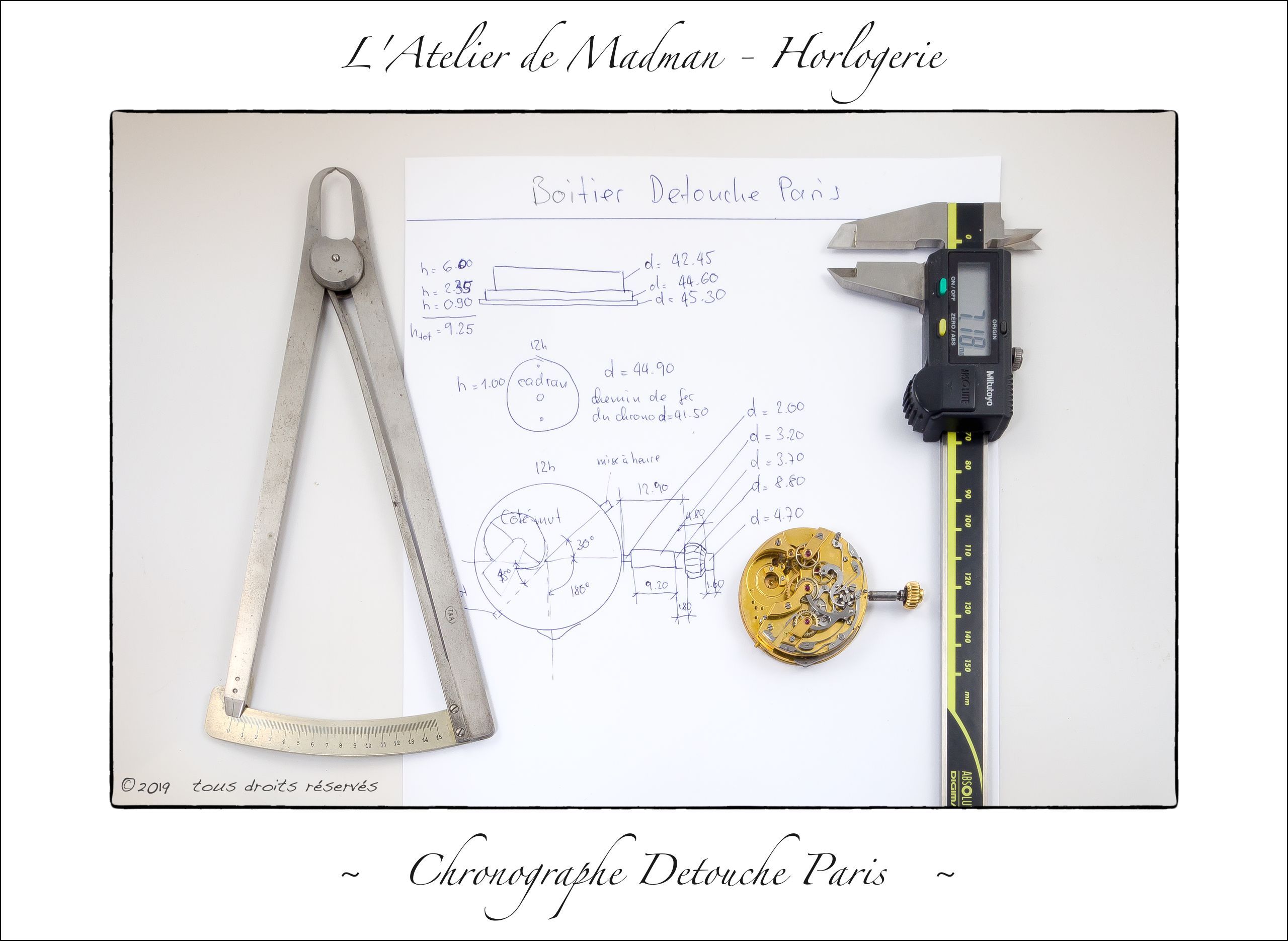
Ces mesures sont transcrites dans un programme de dessin 3D qui permettra de modéliser ensuite les pièces du boitier : lunettes, carrure, couvercle et pendant.

Une première ébauche de boitier savonnette voit le jour.
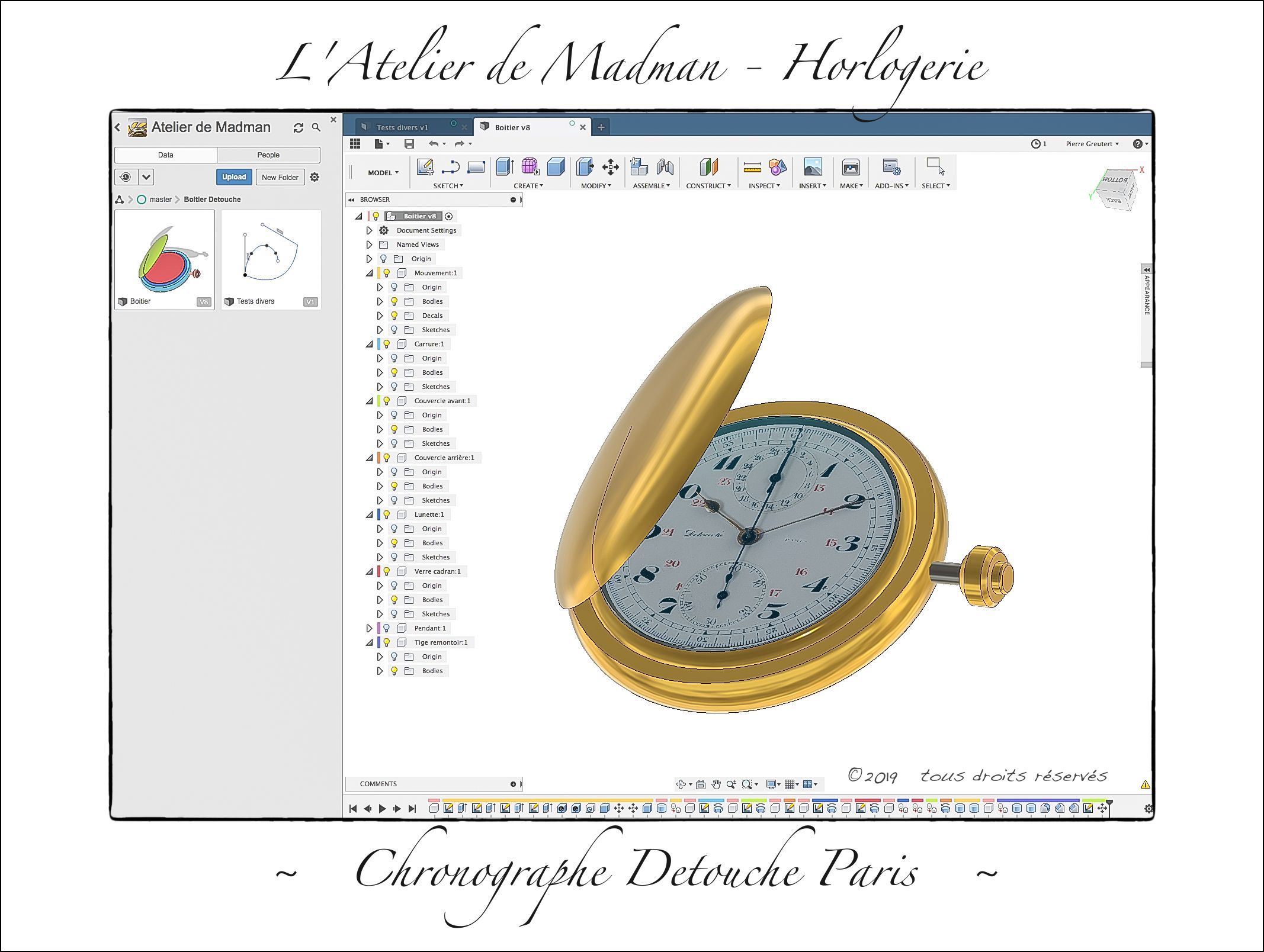
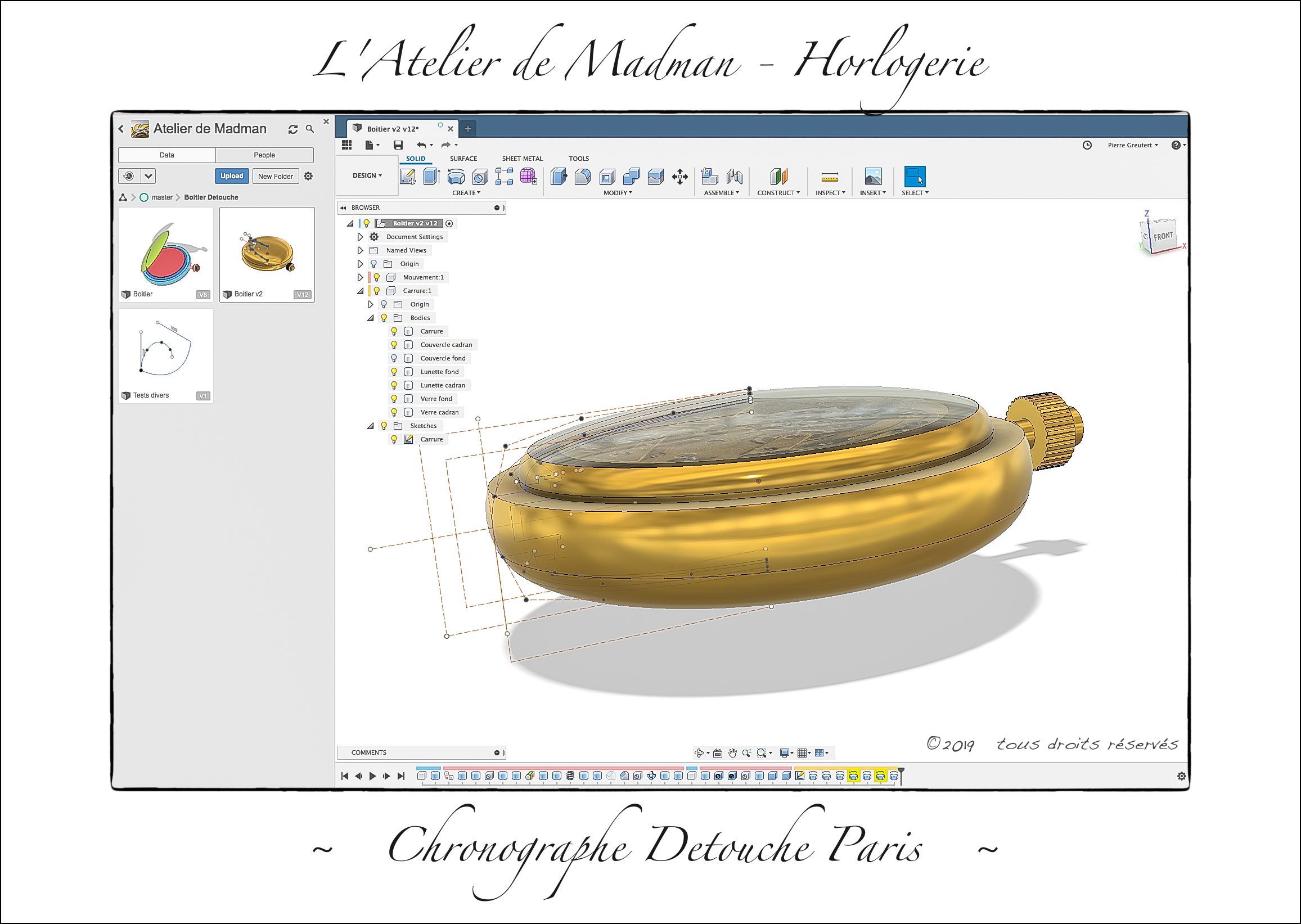
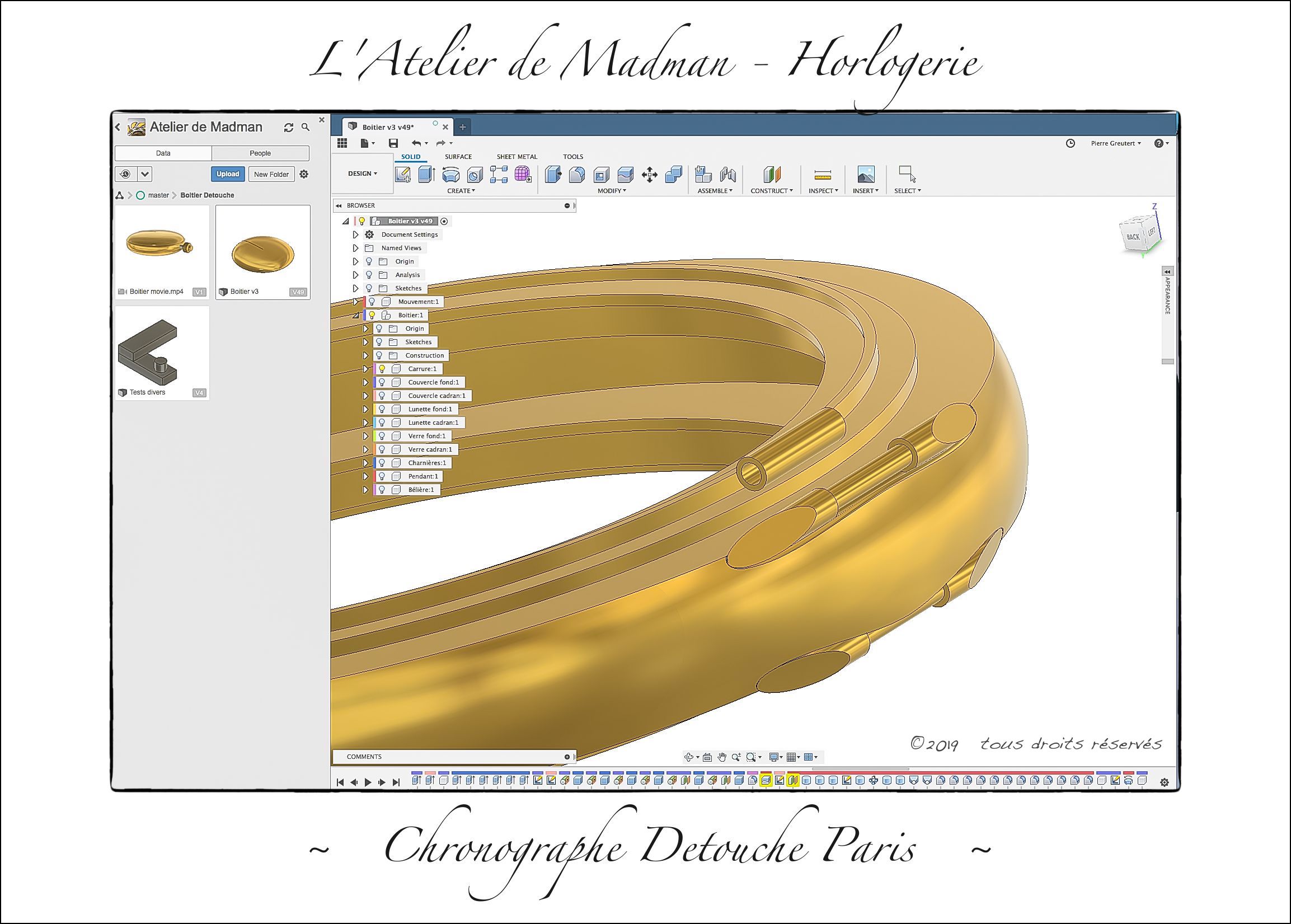
10-11 février 2019 – Deux journées de dessin sur Fusion360 pour gagner en simplicité, qui sera payante dans la réalisation. Le boitier est maintenant symétrique autour de l’axe de la tige de remontoir. Couvercles, lunettes, verres, tout est dessiné par effet miroir.
Le diamètre extérieur a pu être ramené à 58mm, l’épaisseur du boitier totalise 20mm. La carrure est creuse, pour accommoder le loquet et ressort ouvreur du couvercle de cadran.
Il reste l’inconnue du galbe des verres, dont je devrai encore tenir compte pour finaliser la forme du boitier.

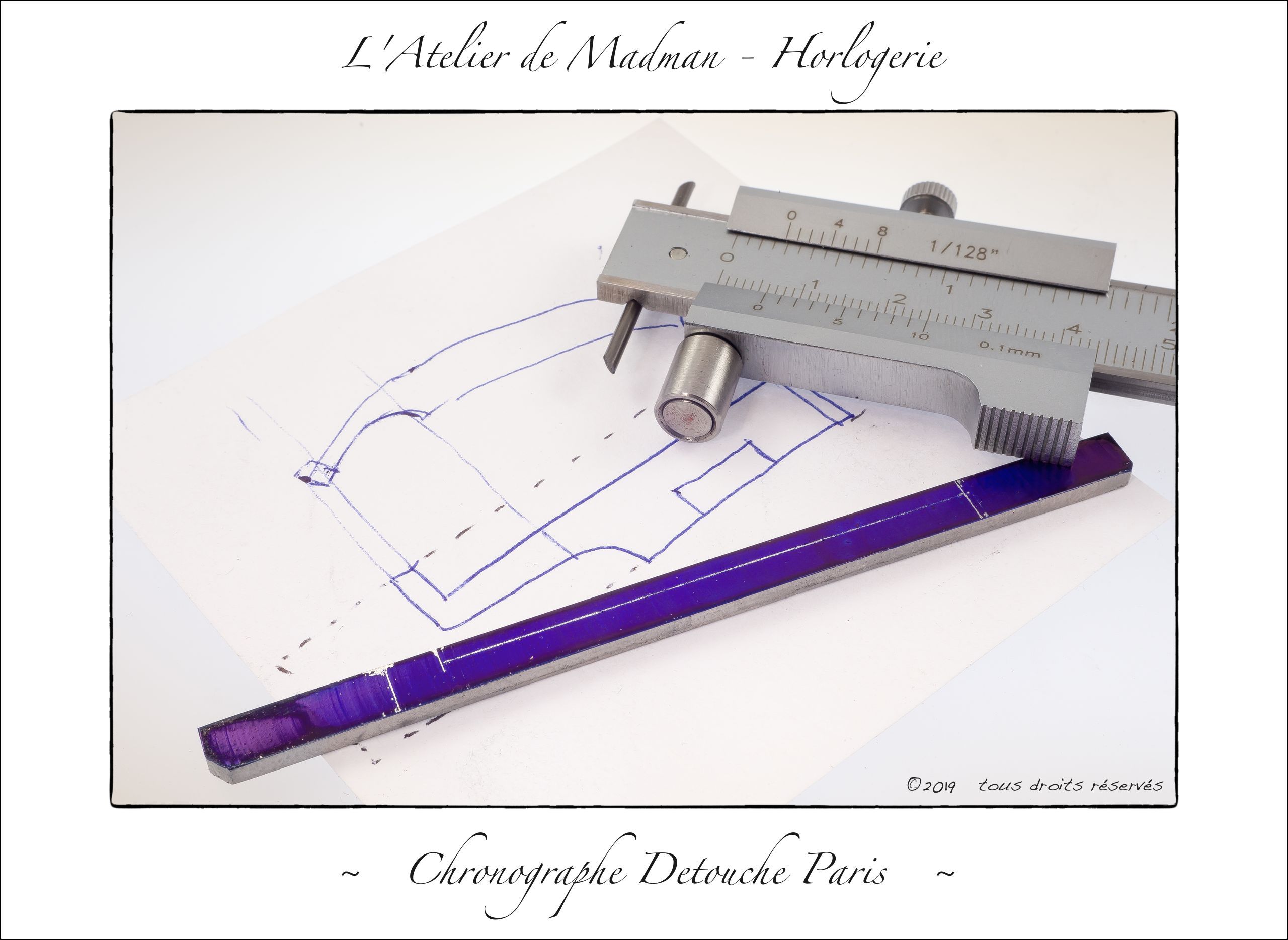
13 février 2019 – La petite animation, toute simple, de la journée : Quand les Composants se Découvrent Les verres sont commandés en Allemagne, la barre de laiton viendra de France.
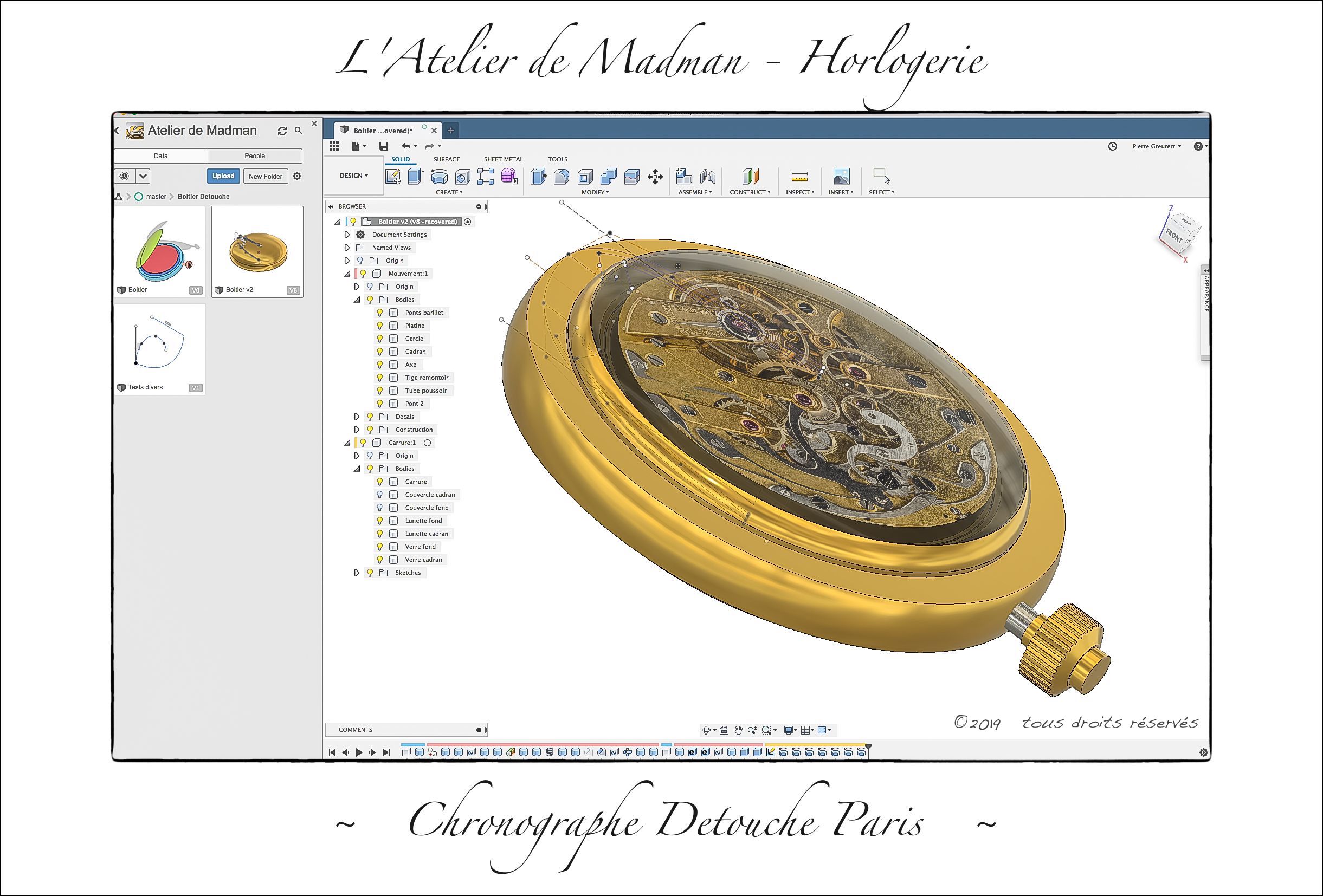
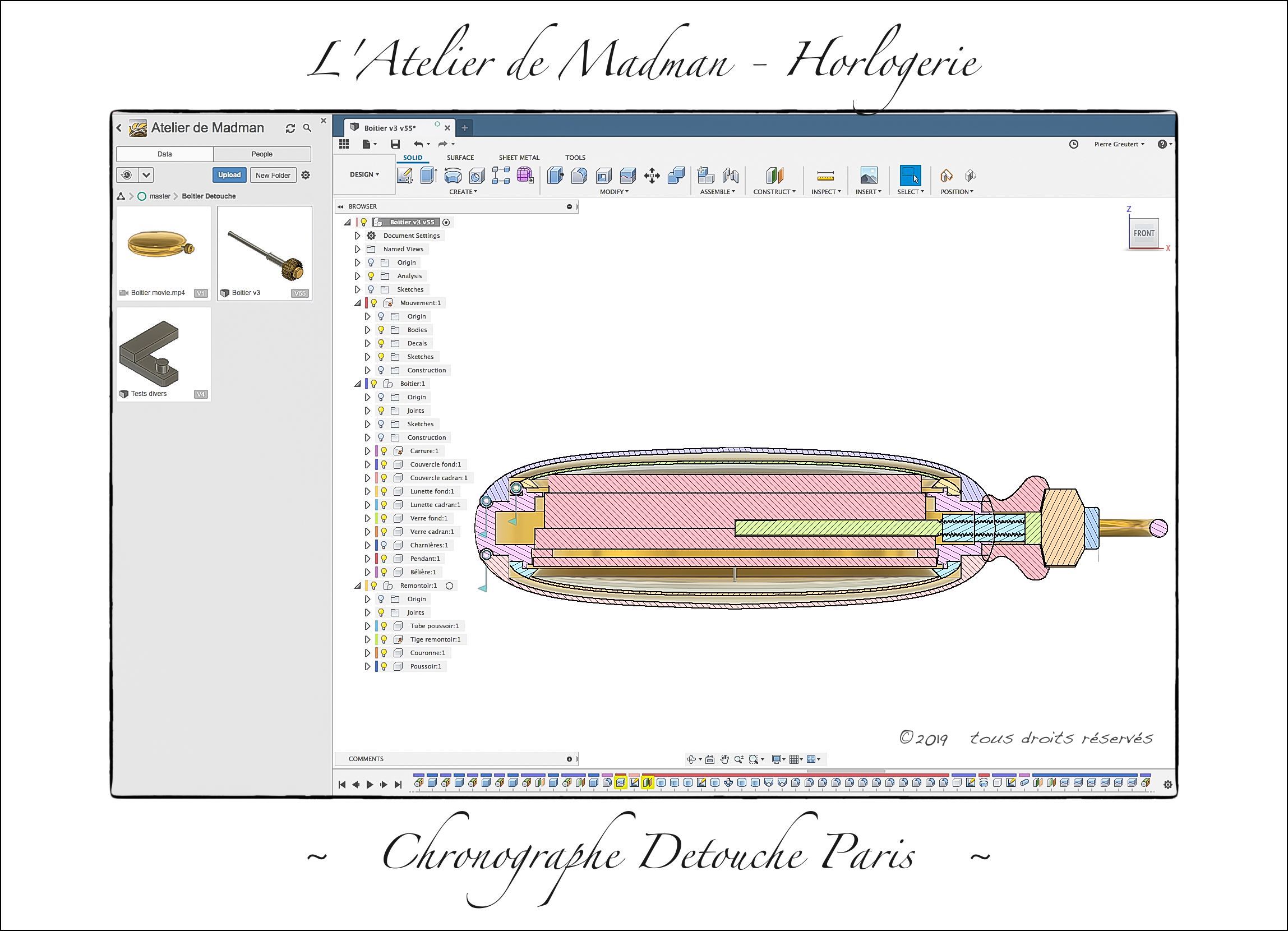
14 février 2019 – Vue du boitier en coupe. Tout doit très exactement dessiné (puis usiné plus tard), sinon rien ne fonctionnera. Ceci est ma 4e version ! Il y a toujours des détails à ajuster.

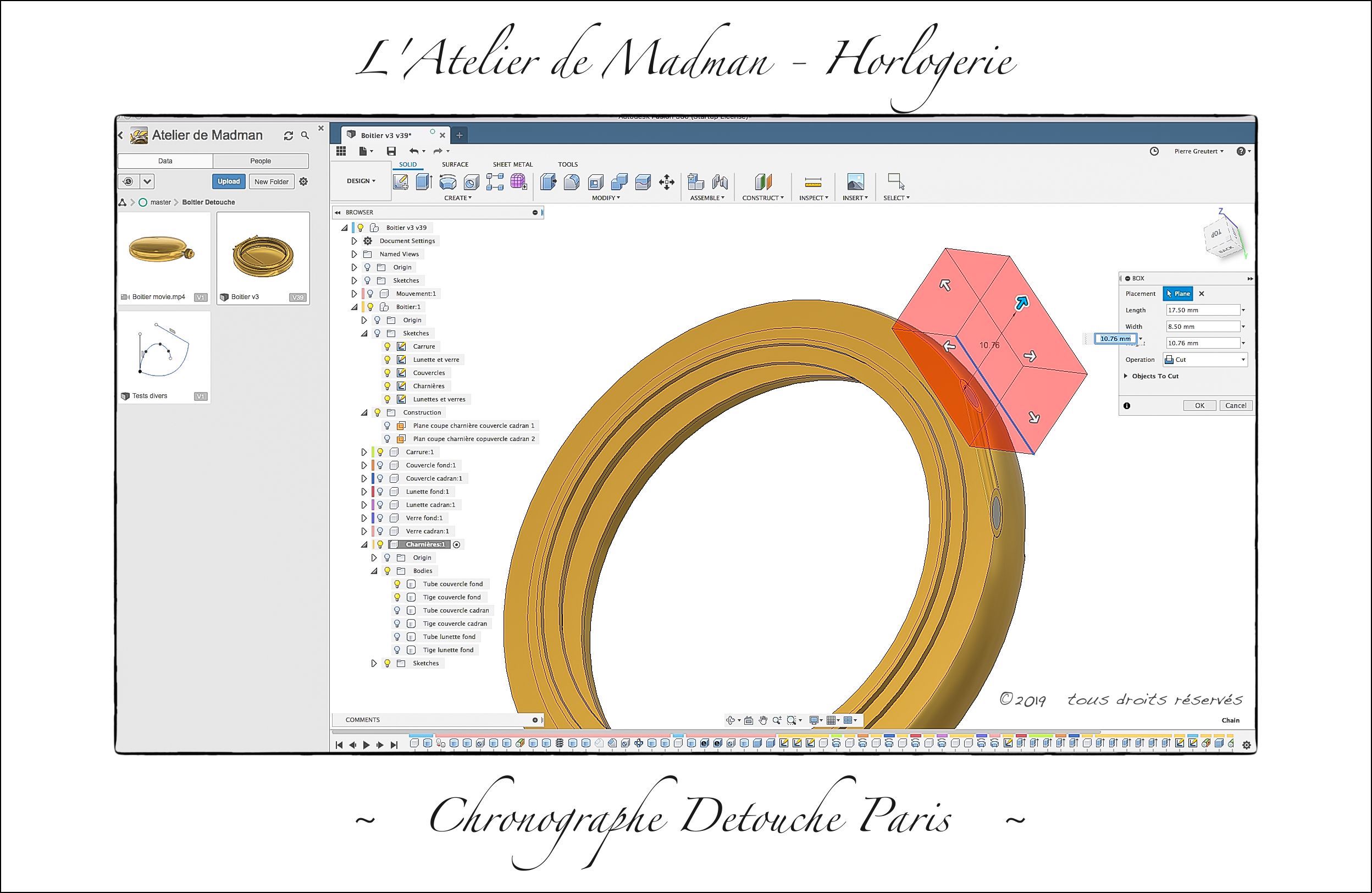
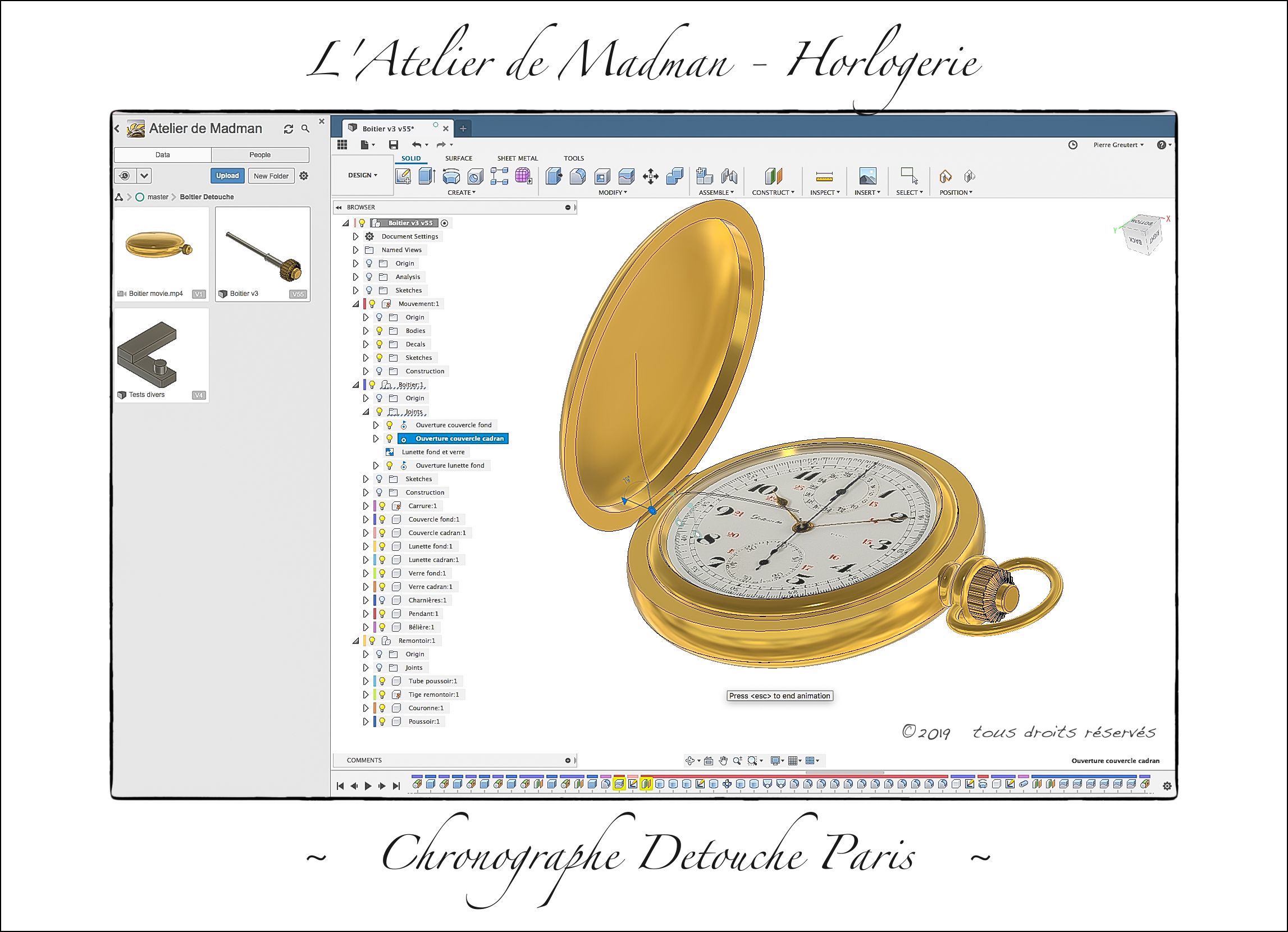
15-17 février 2019 – Il a fallu faire preuve de beaucoup d’imagination pour dessiner les charnières et leurs intersections avec la carrure et les couvercles. Il y en a trois : deux pour les couvercles et une pour la lunette côté mouvement. La lunette cadran sera simplement clipsée.
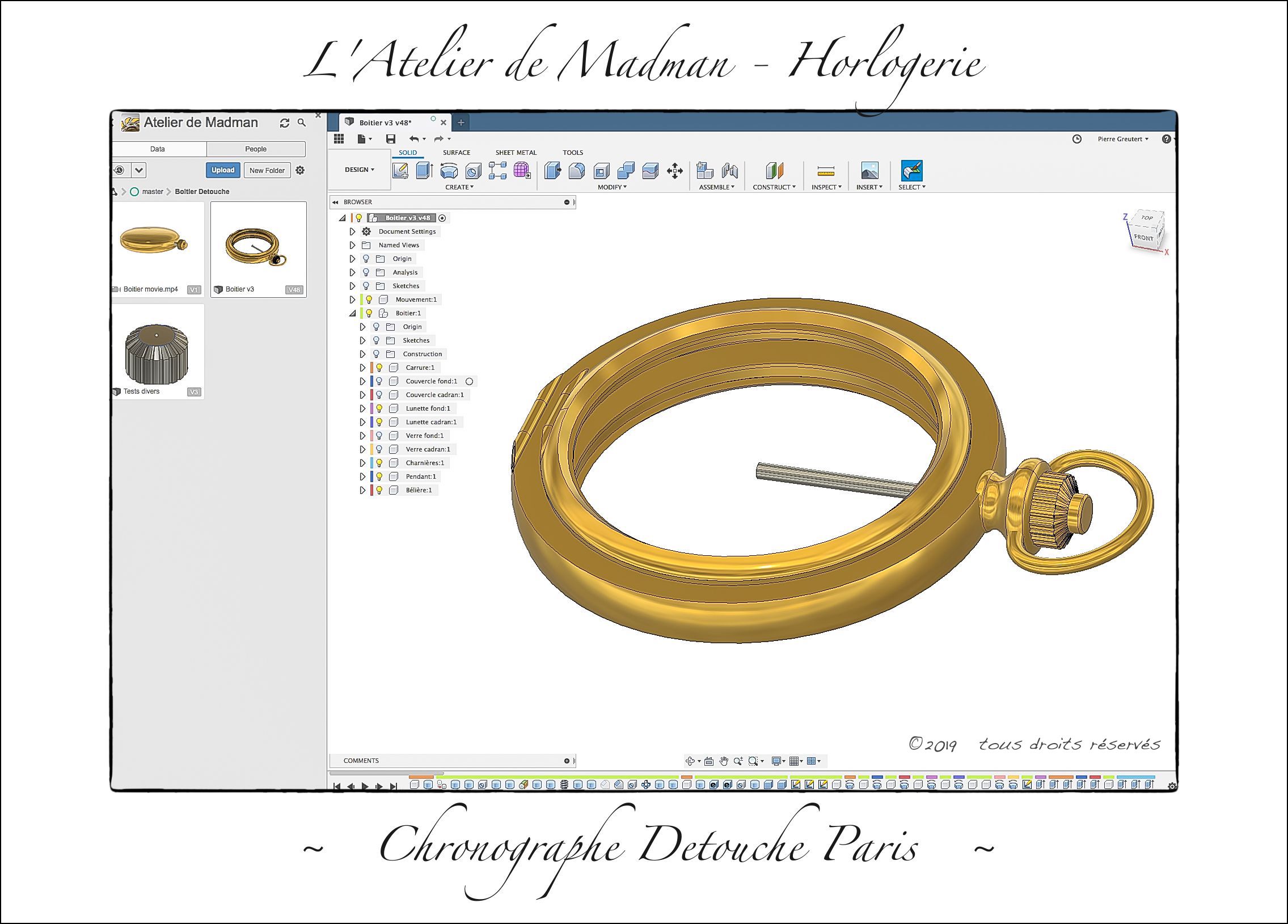
Dessiner la bélière, refaire la couronne, ajouter le pendant, autant de casse-tête à résoudre. Sans oublier l’animation (par rotation) des couvercles et de la lunette côté mouvement.
La conception est ainsi terminée. L’étape suivante est la création des plans d’usinage.

12 jours de travail résumés en 120 secondes : vidéo Youtube ici.
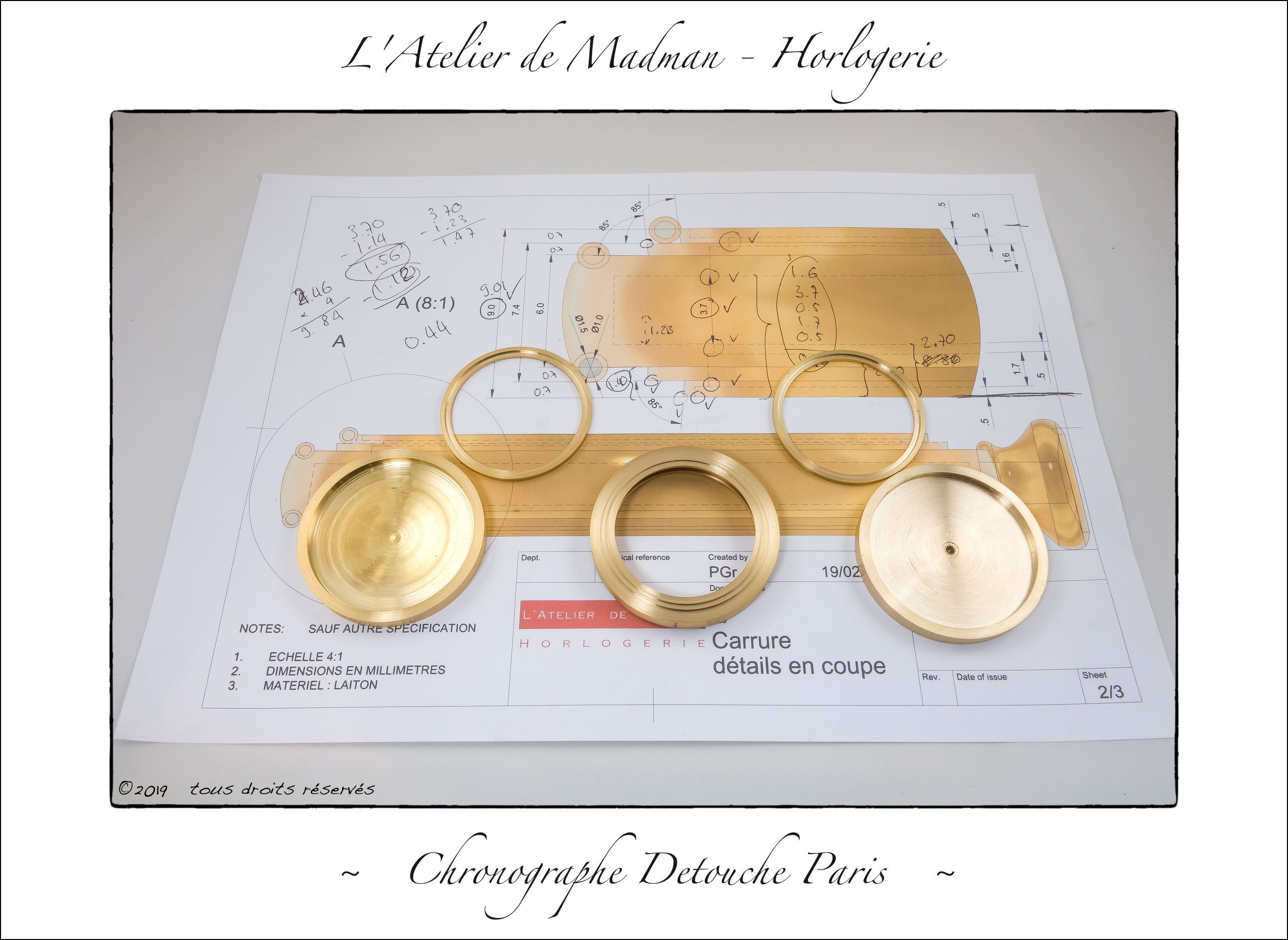
18-19 février 2019 – Les plans d’usinage sont prêts.

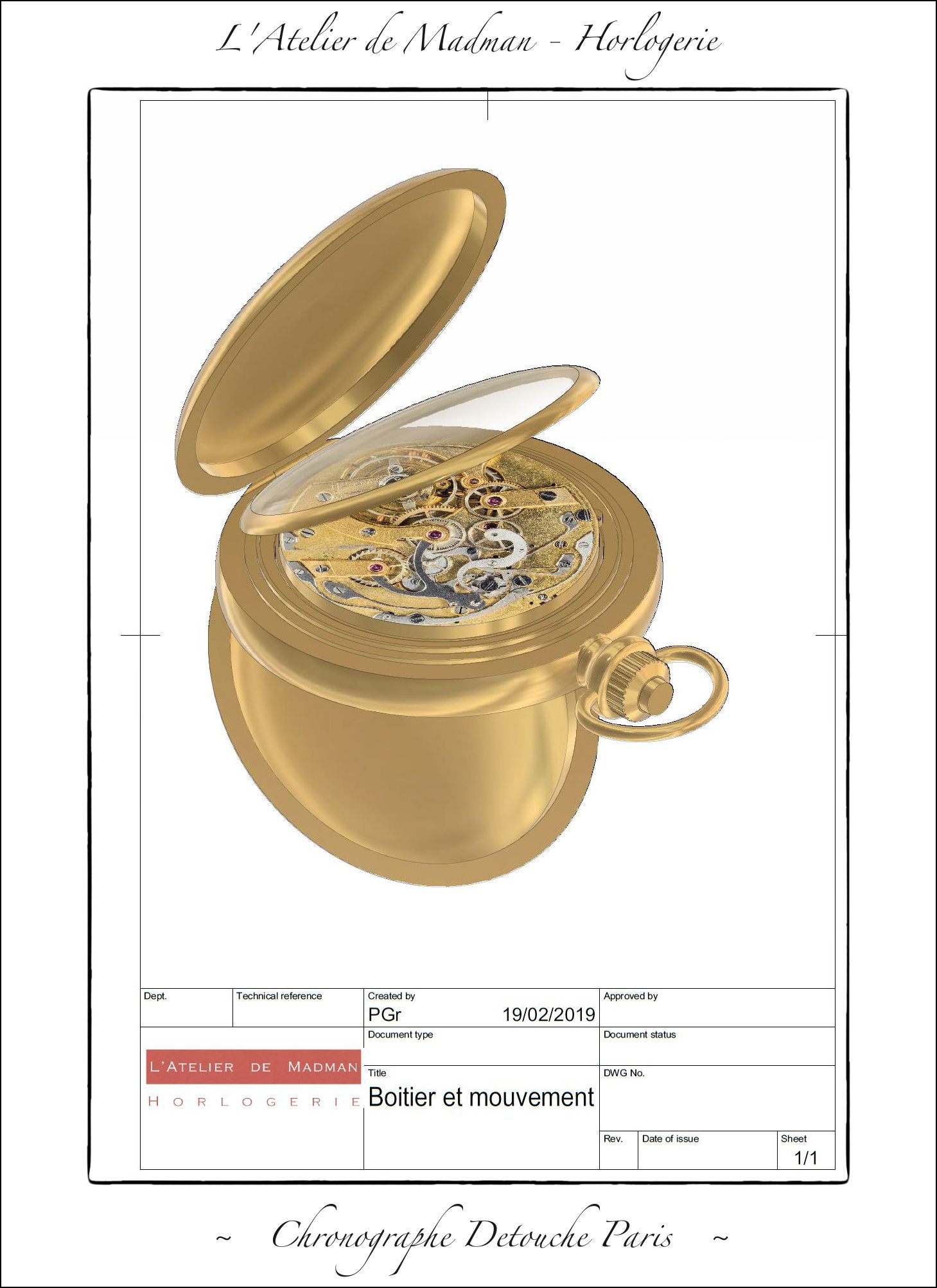


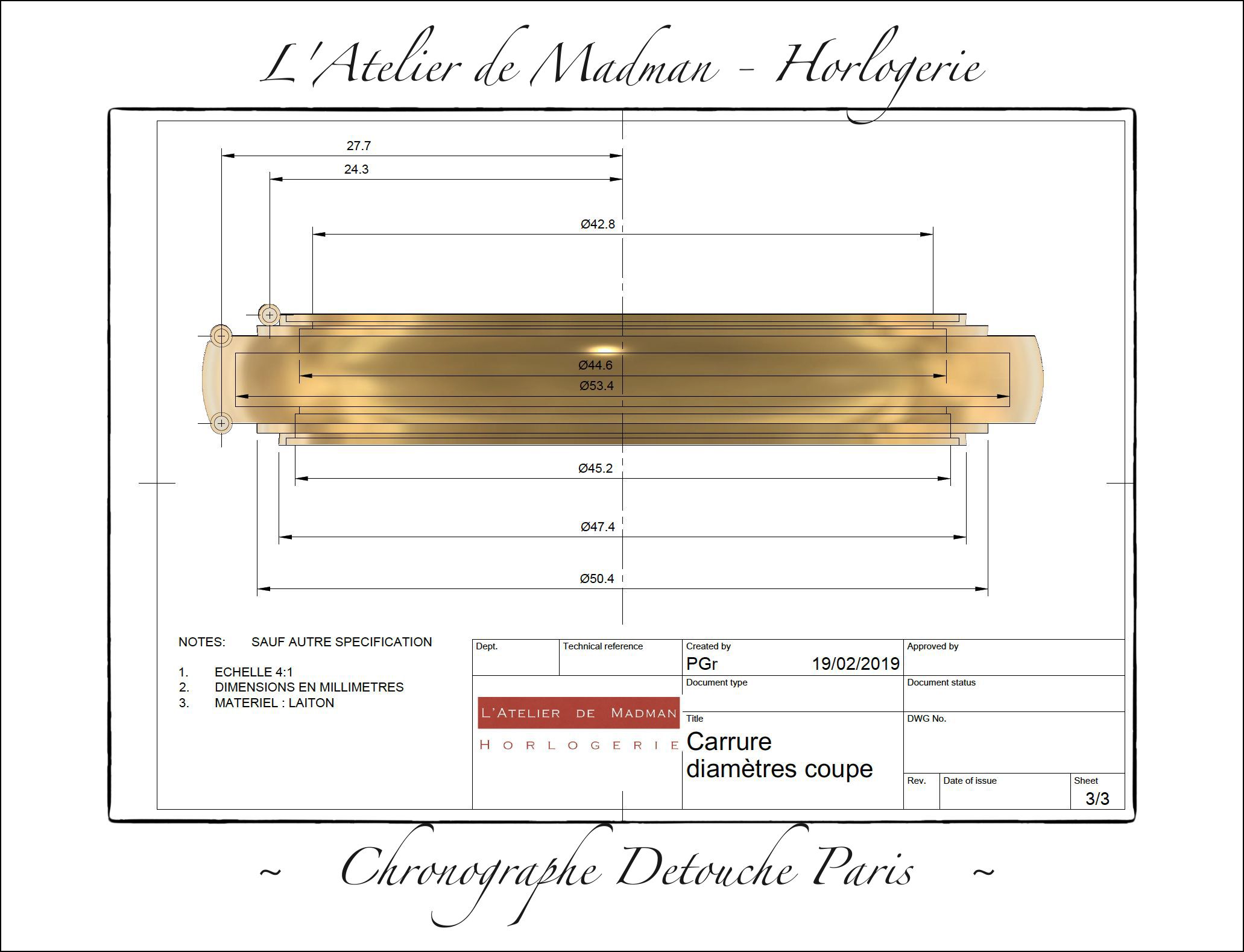
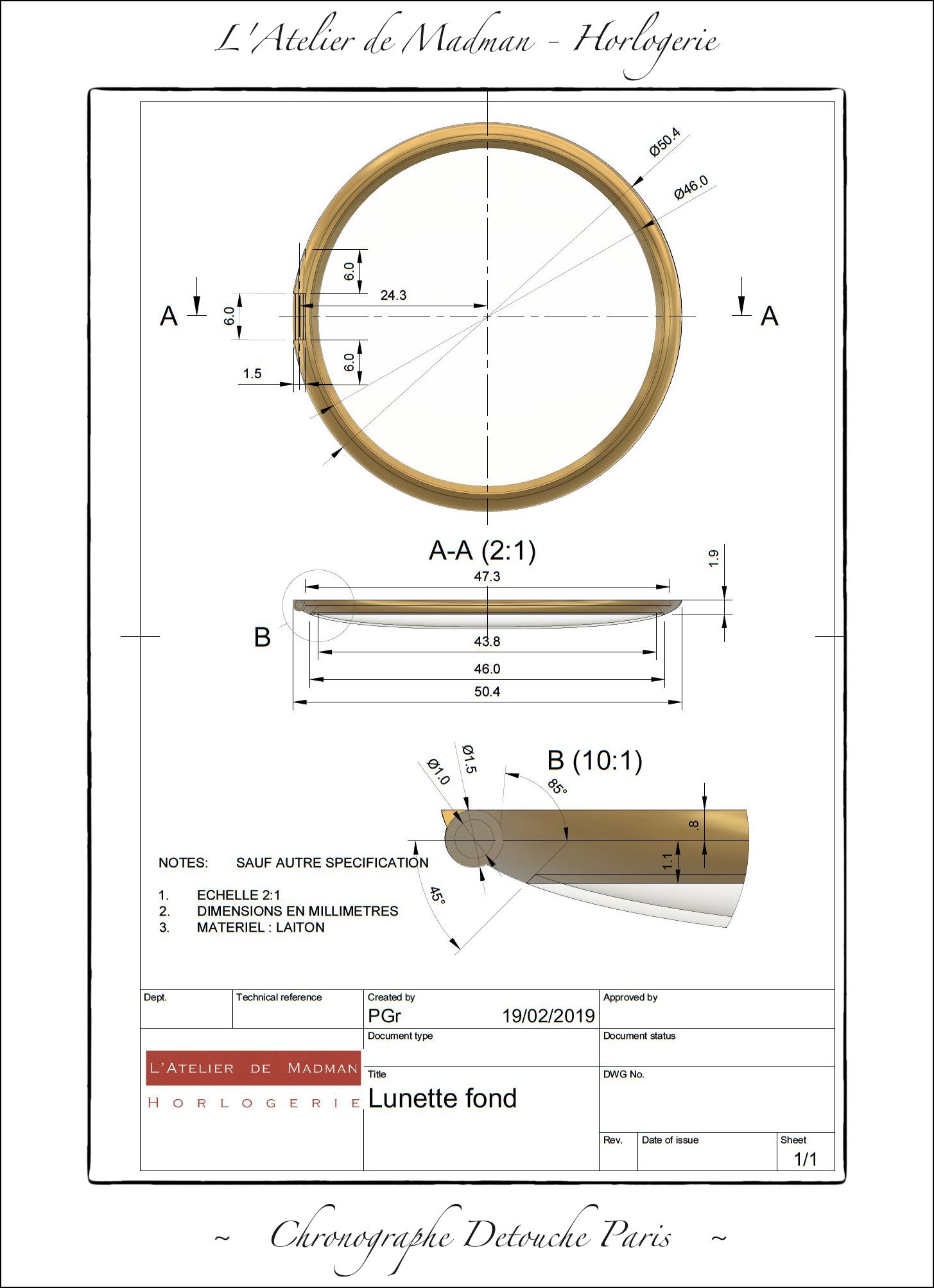
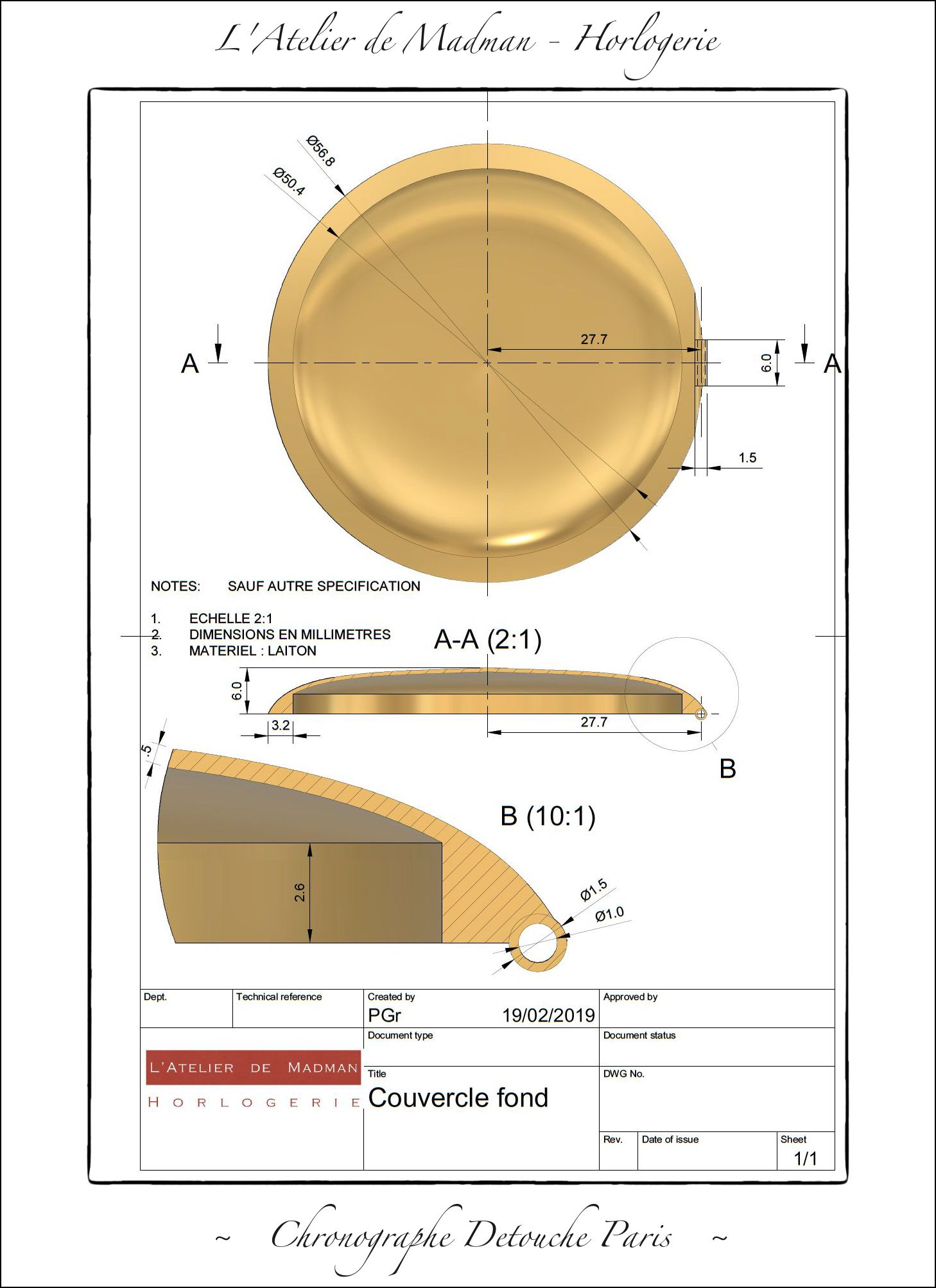
Un rendu de synthèse.

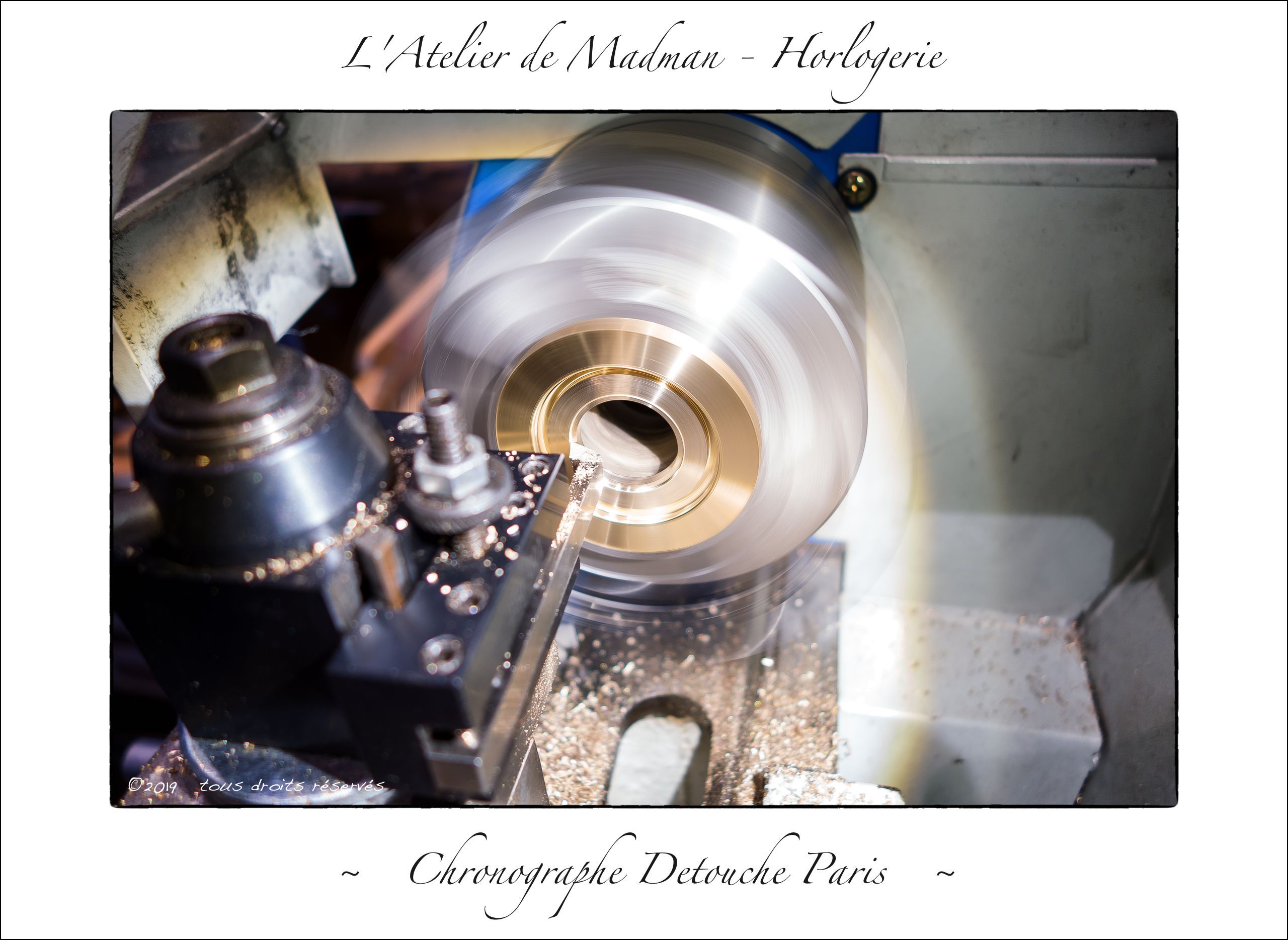
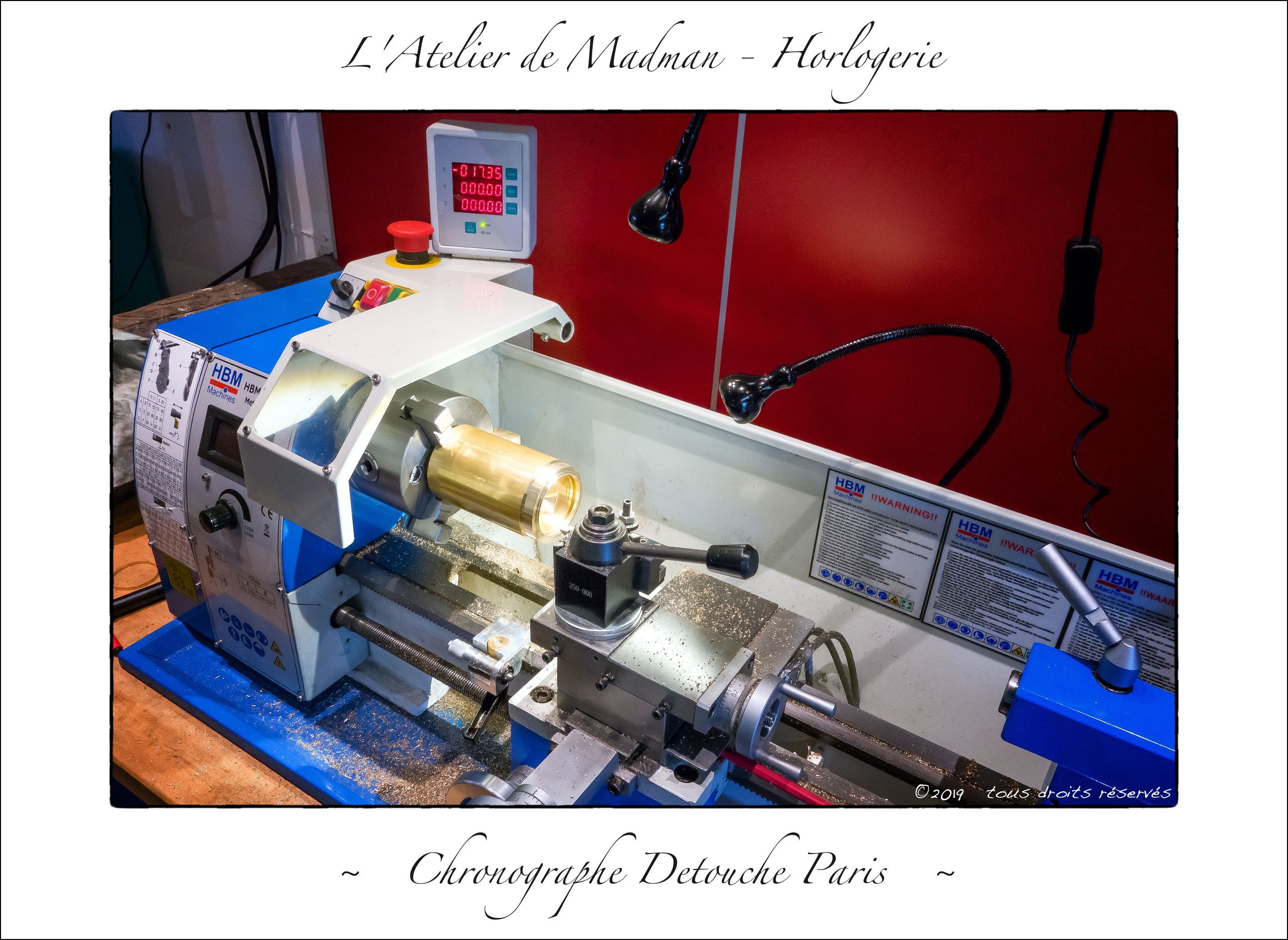
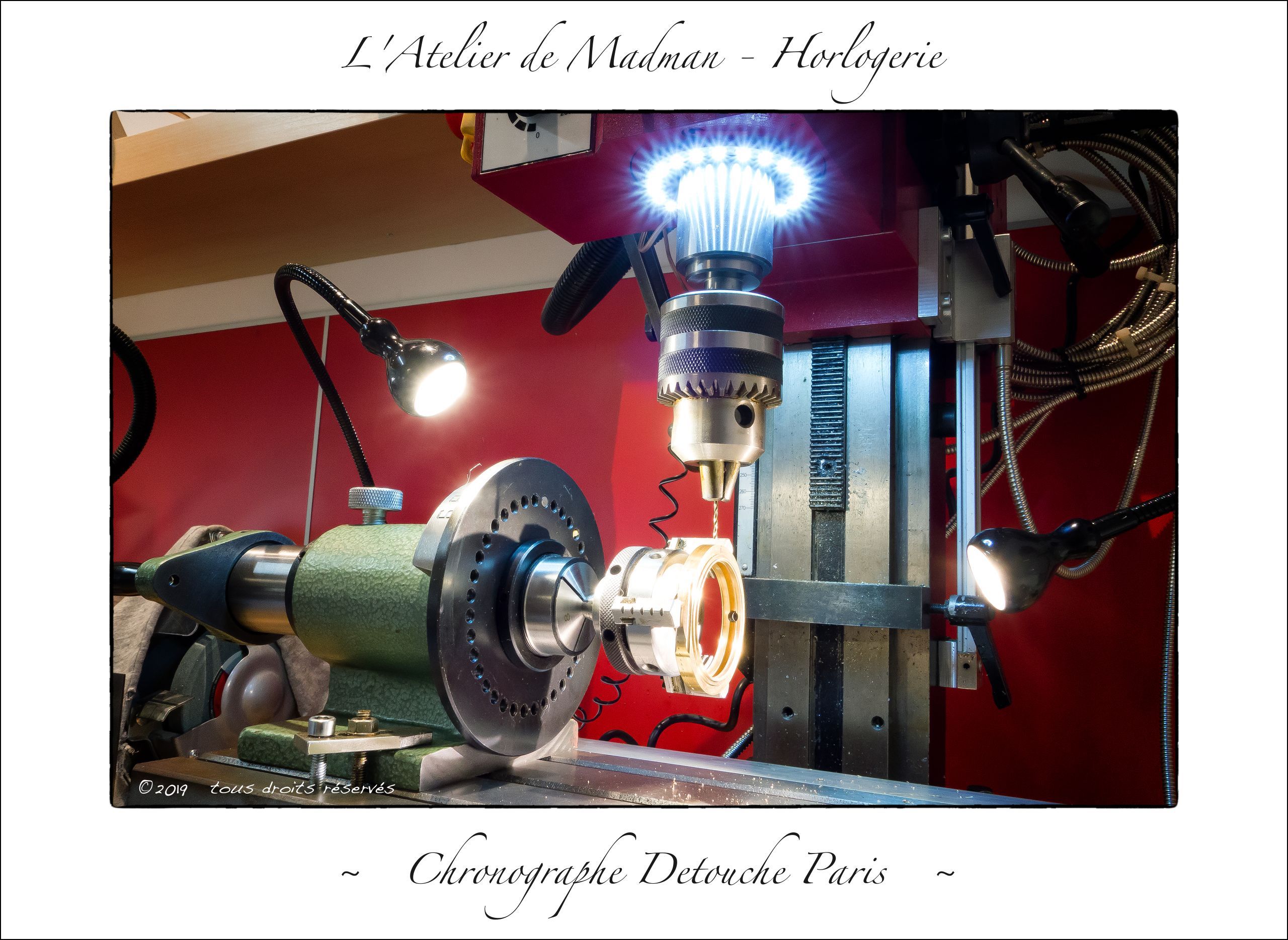
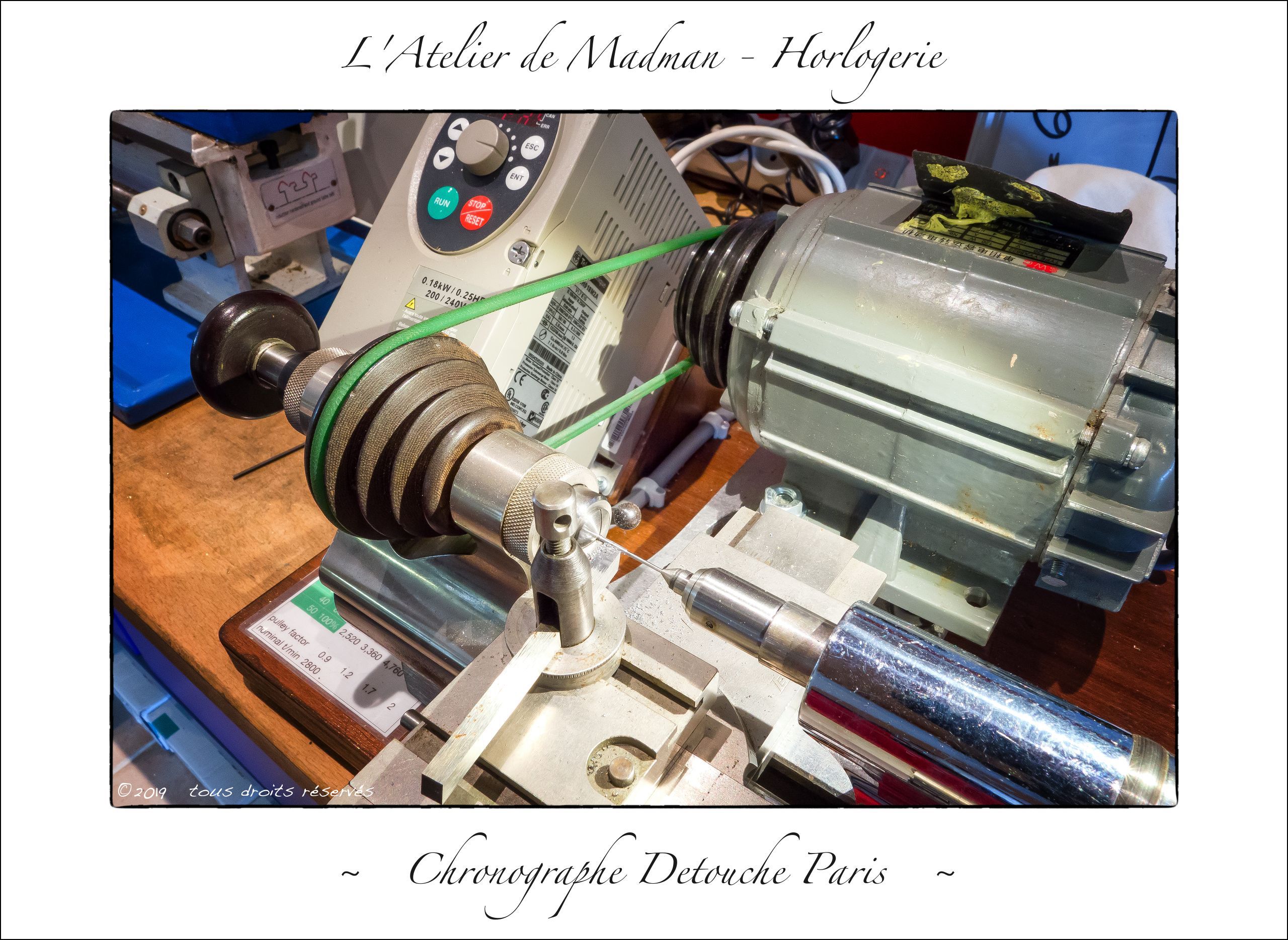
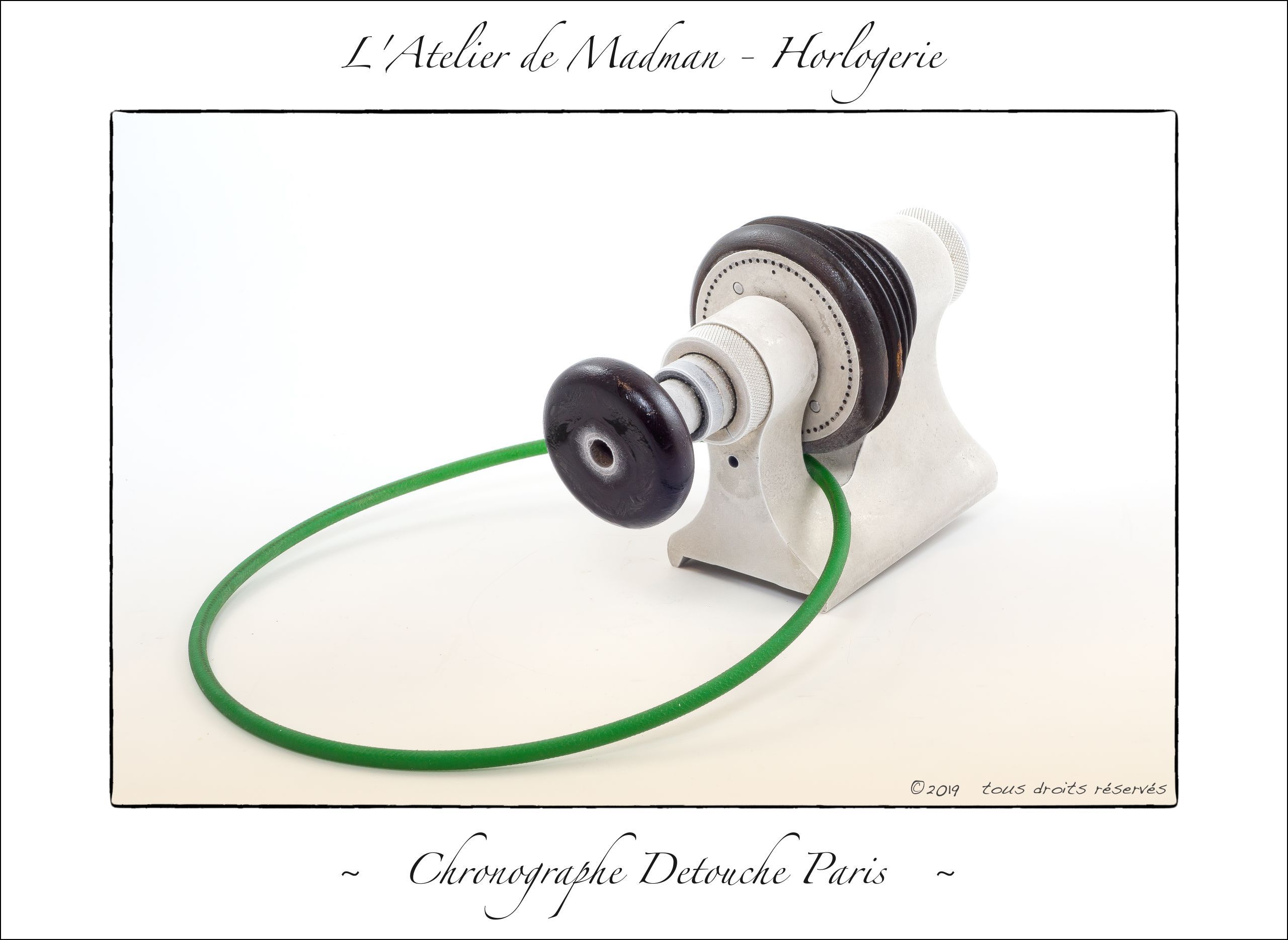
2. L’usinage
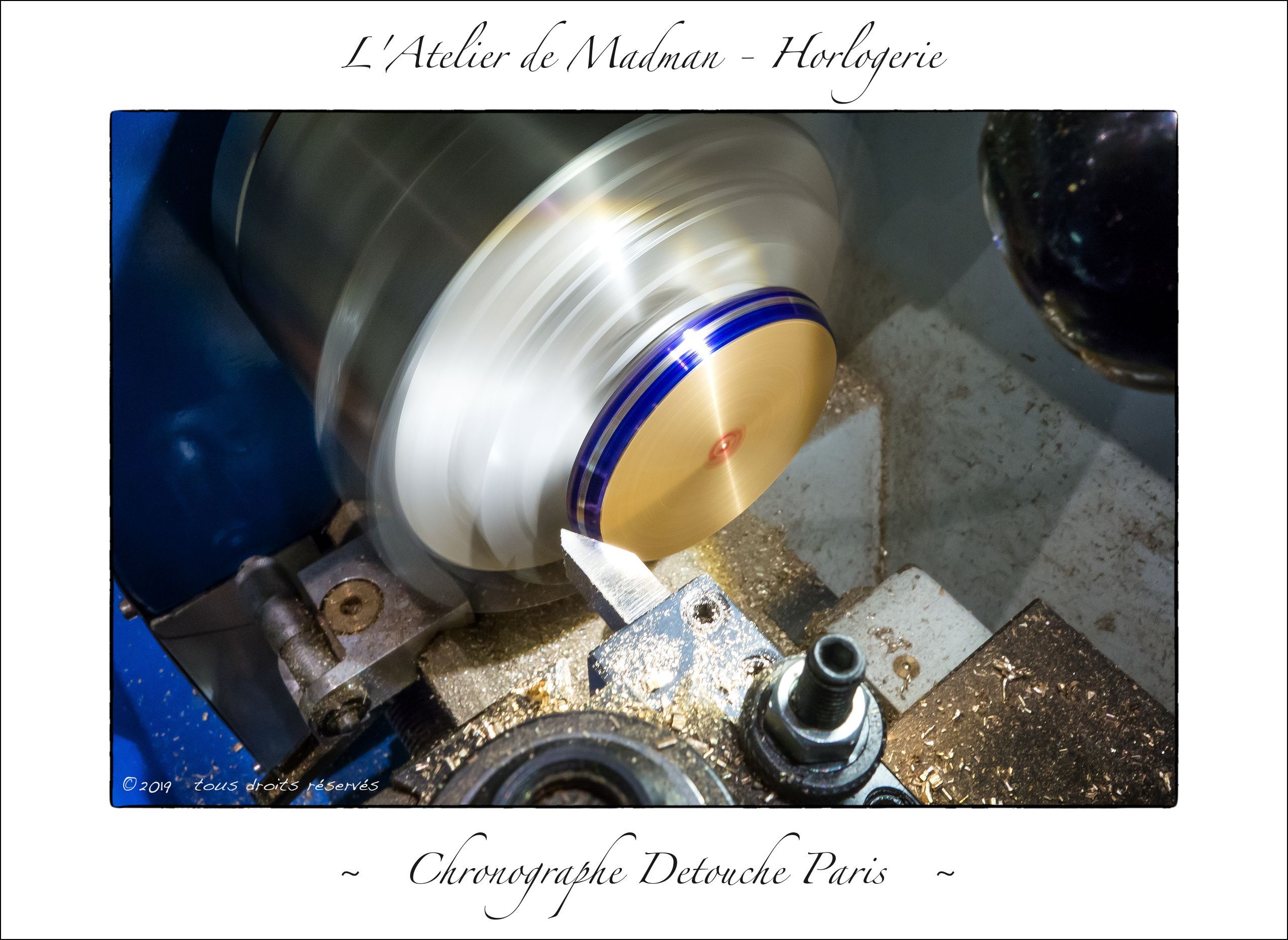
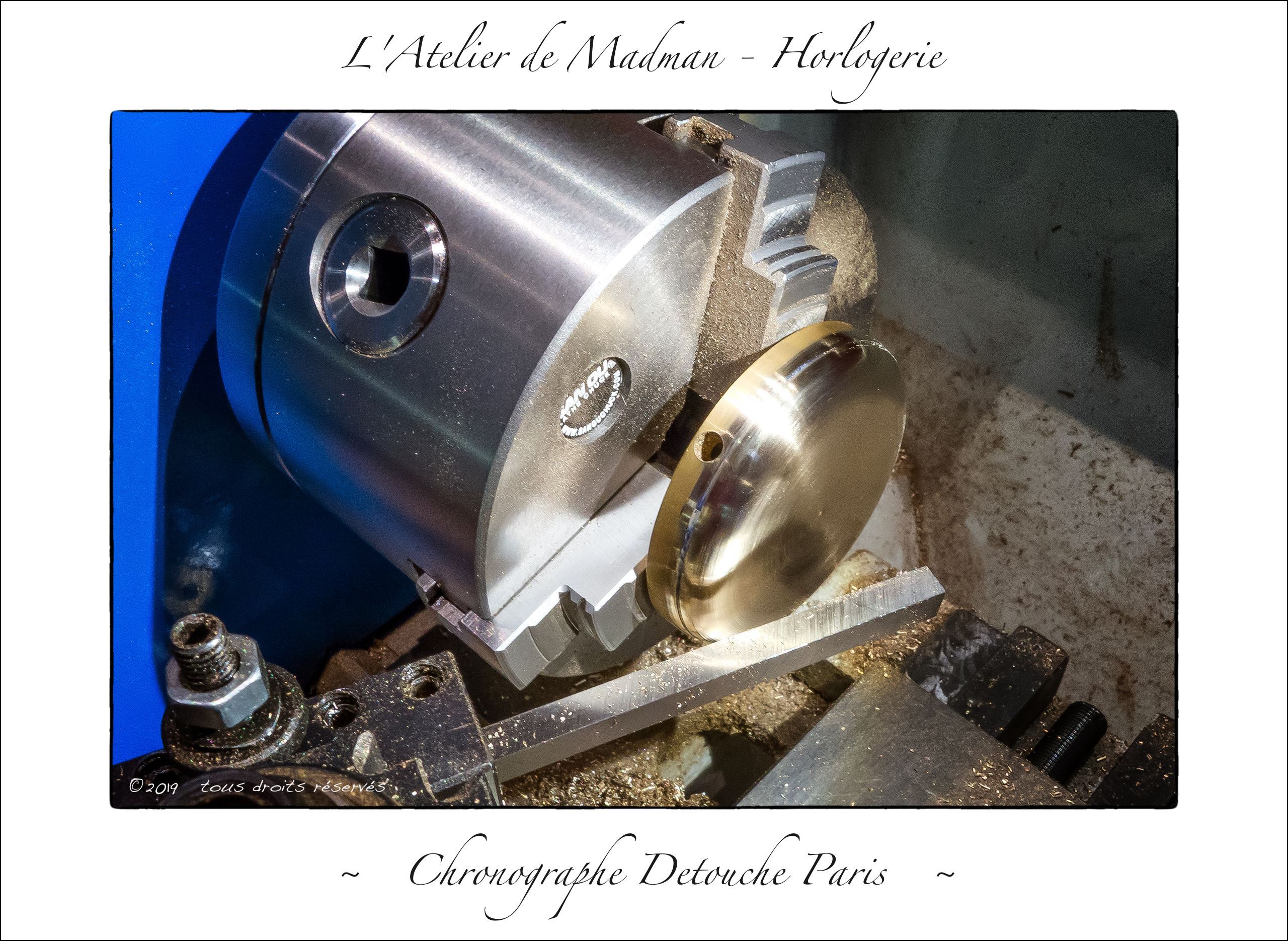
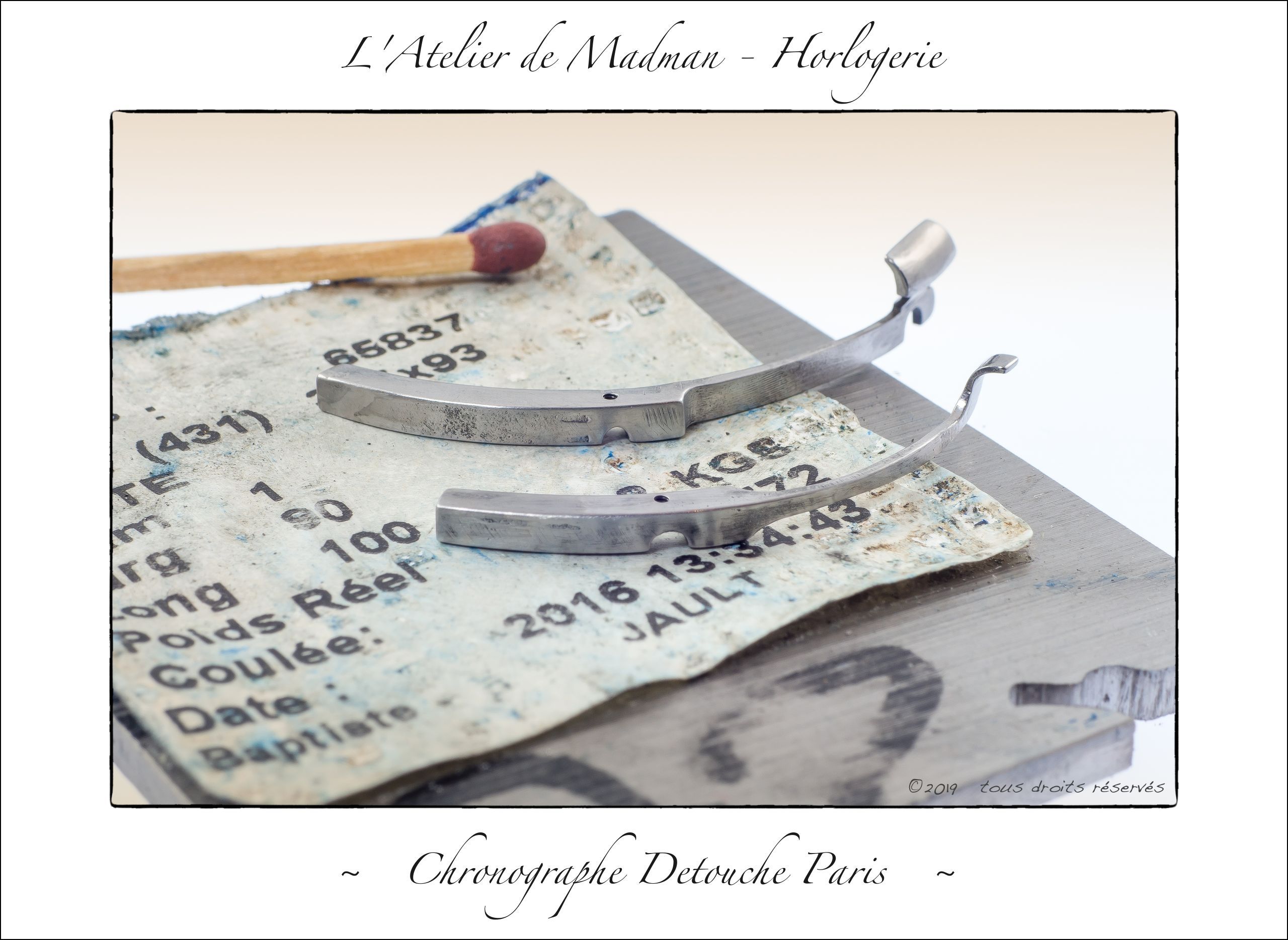
La matière première vient de m’être livrée : un rond de laiton CUZN39PB217, 60x120mm, 2.8kg. L’usinage peut commencer !

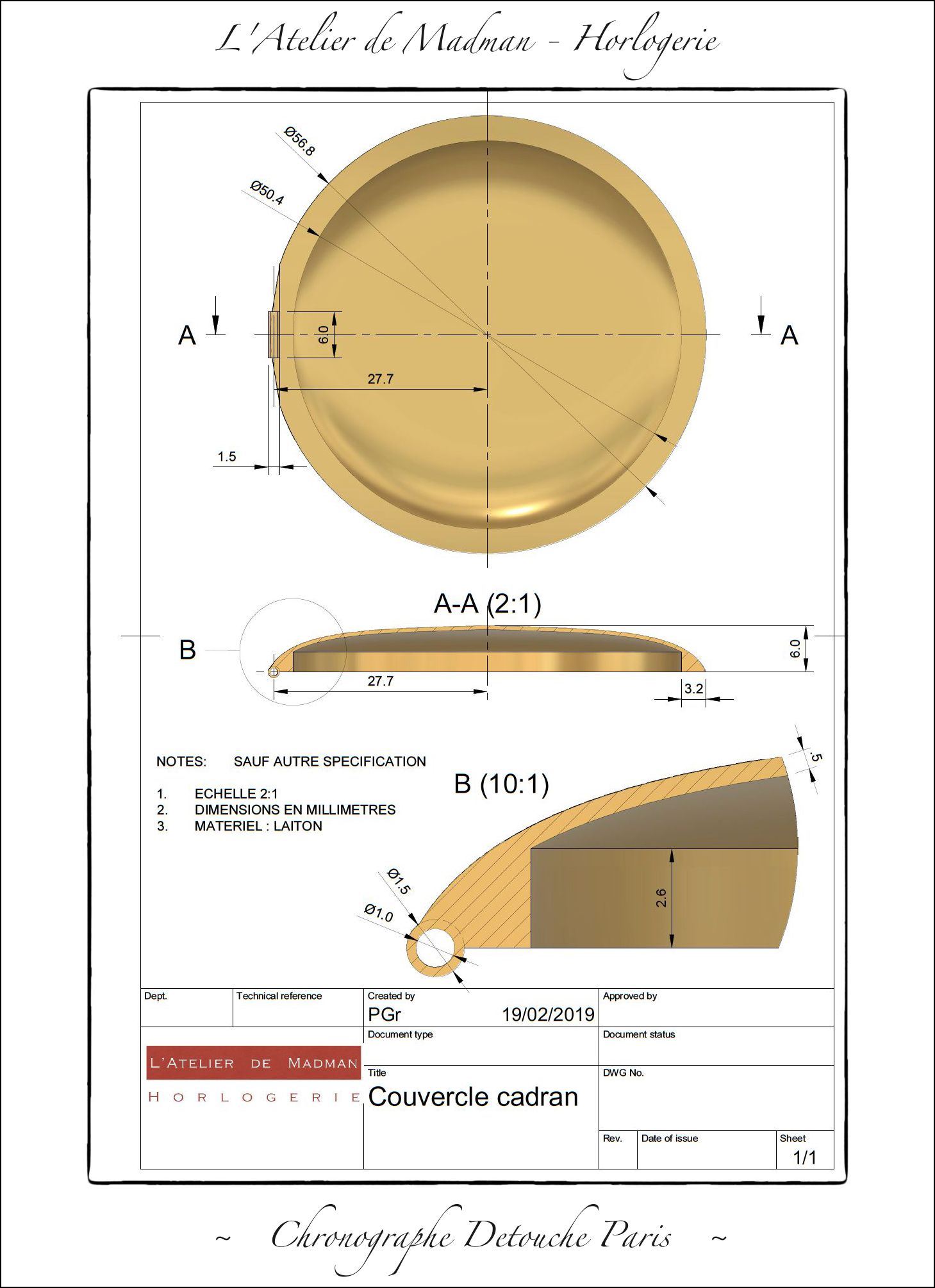
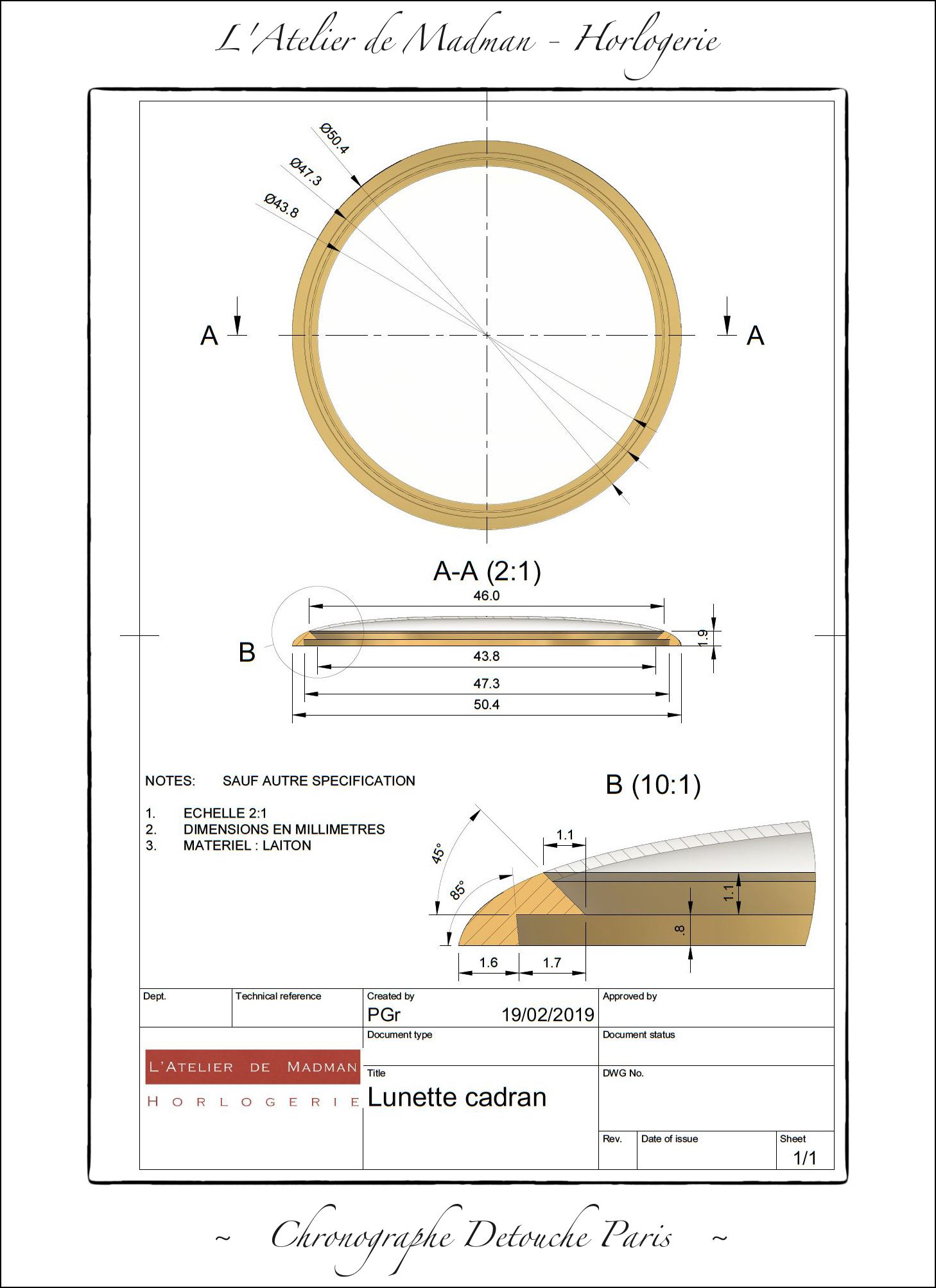
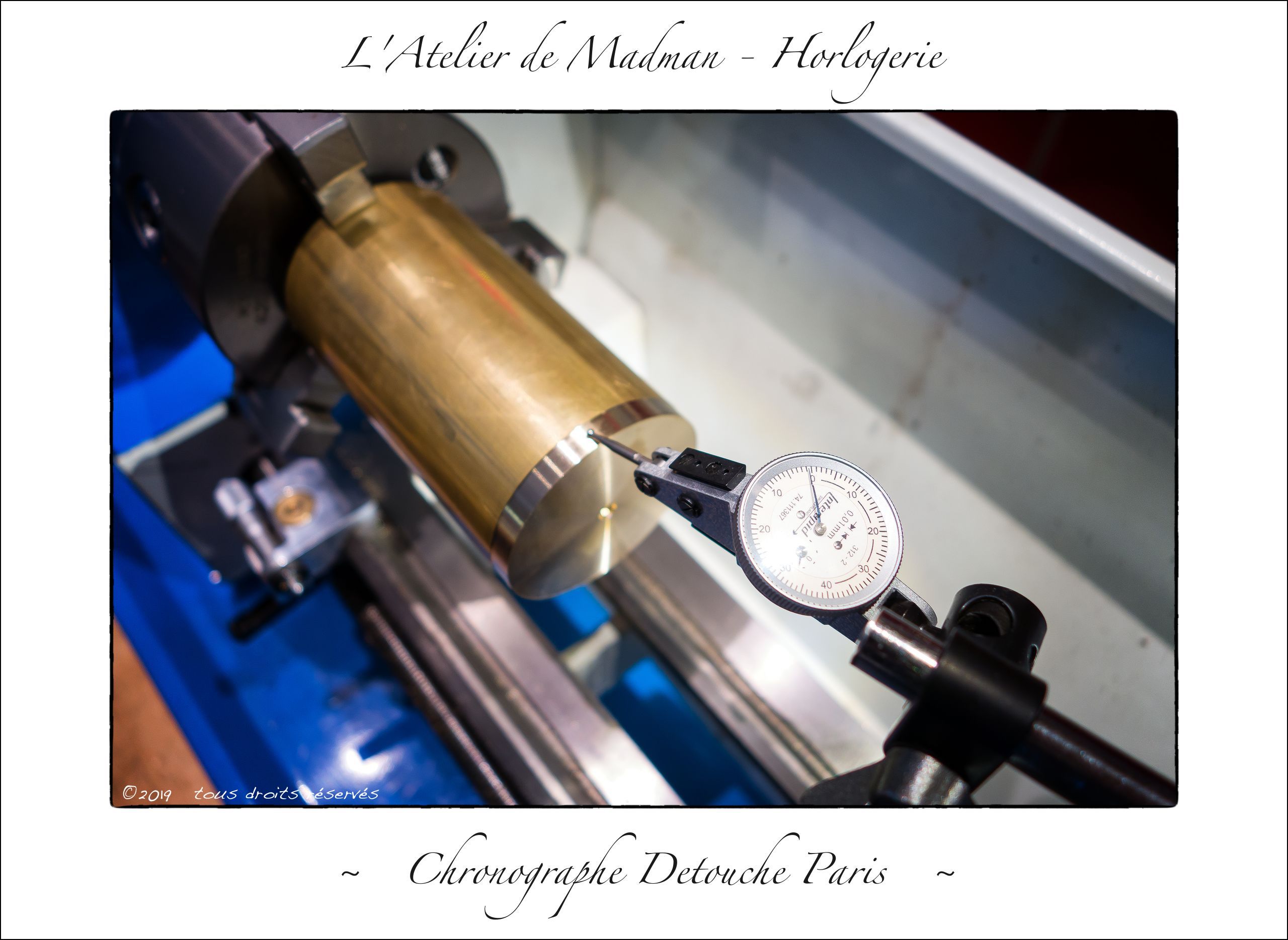
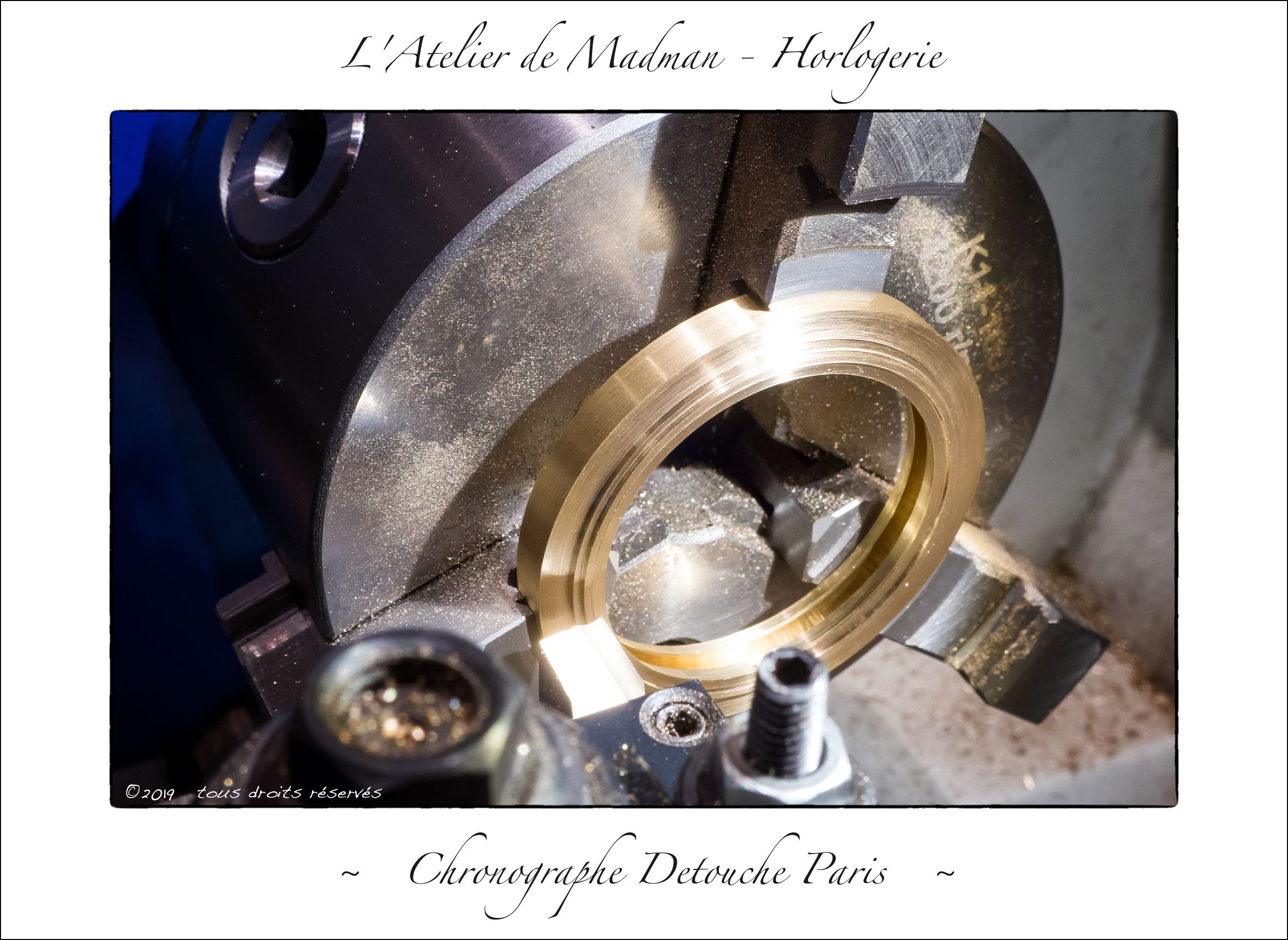
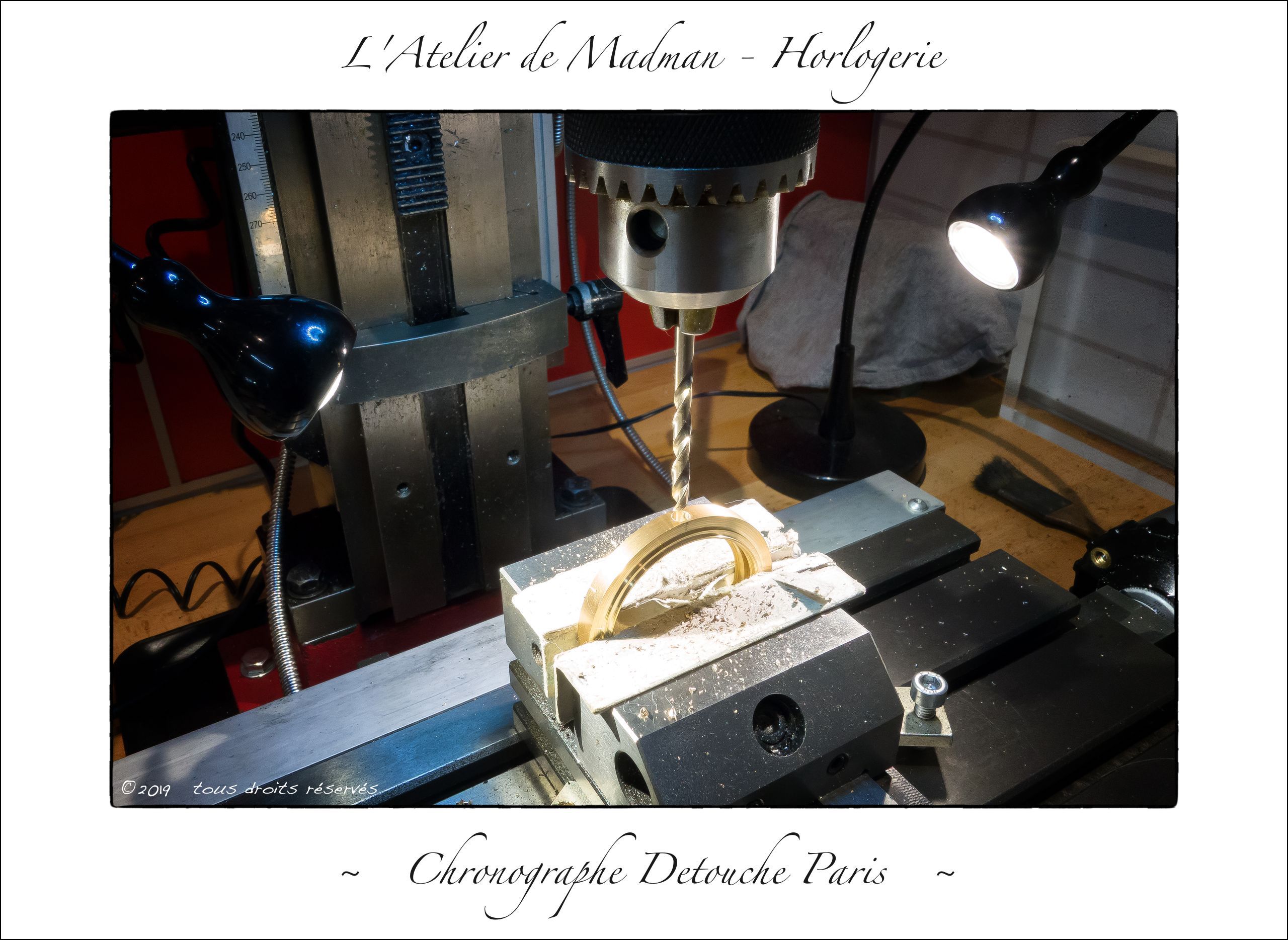
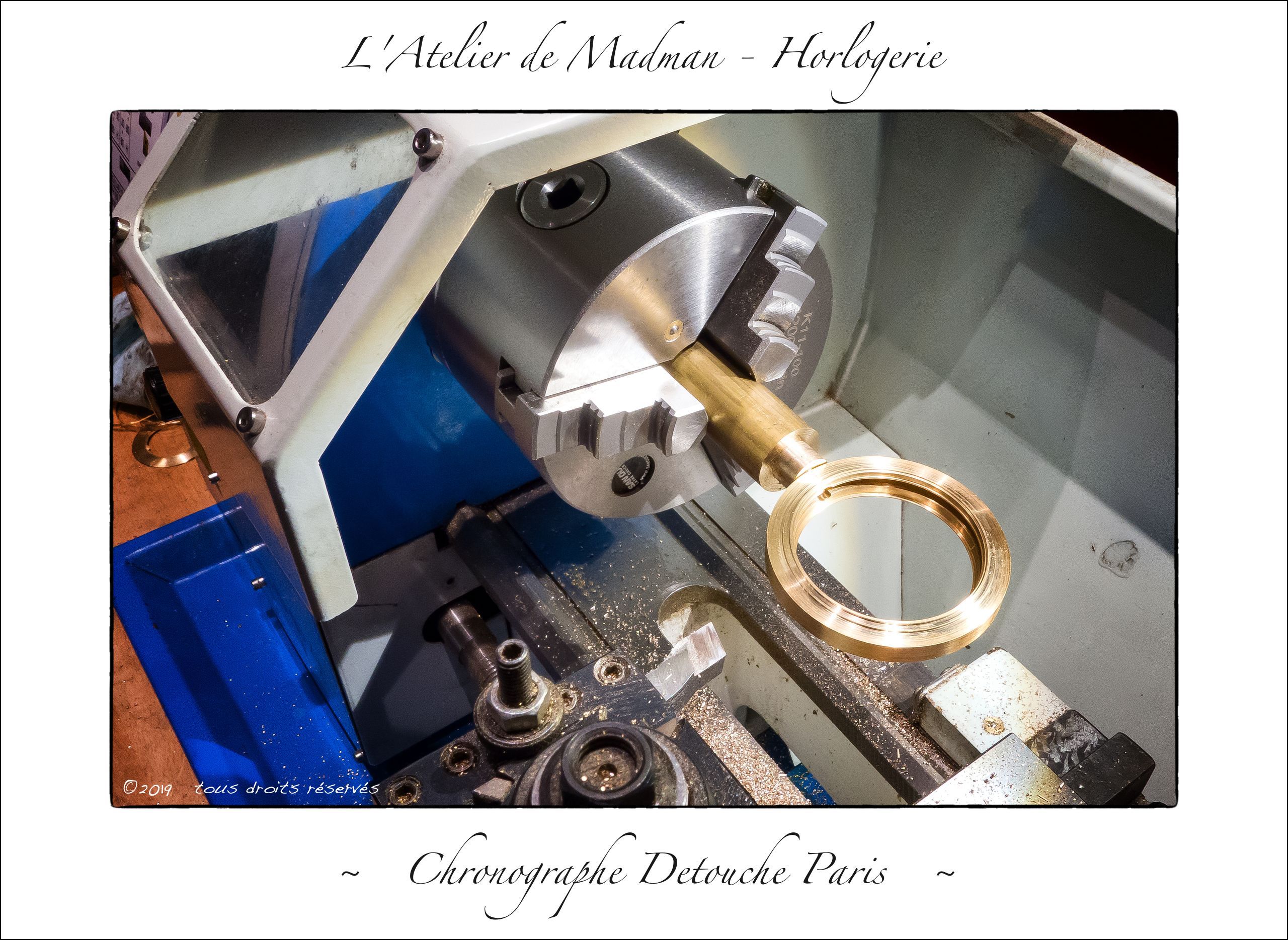
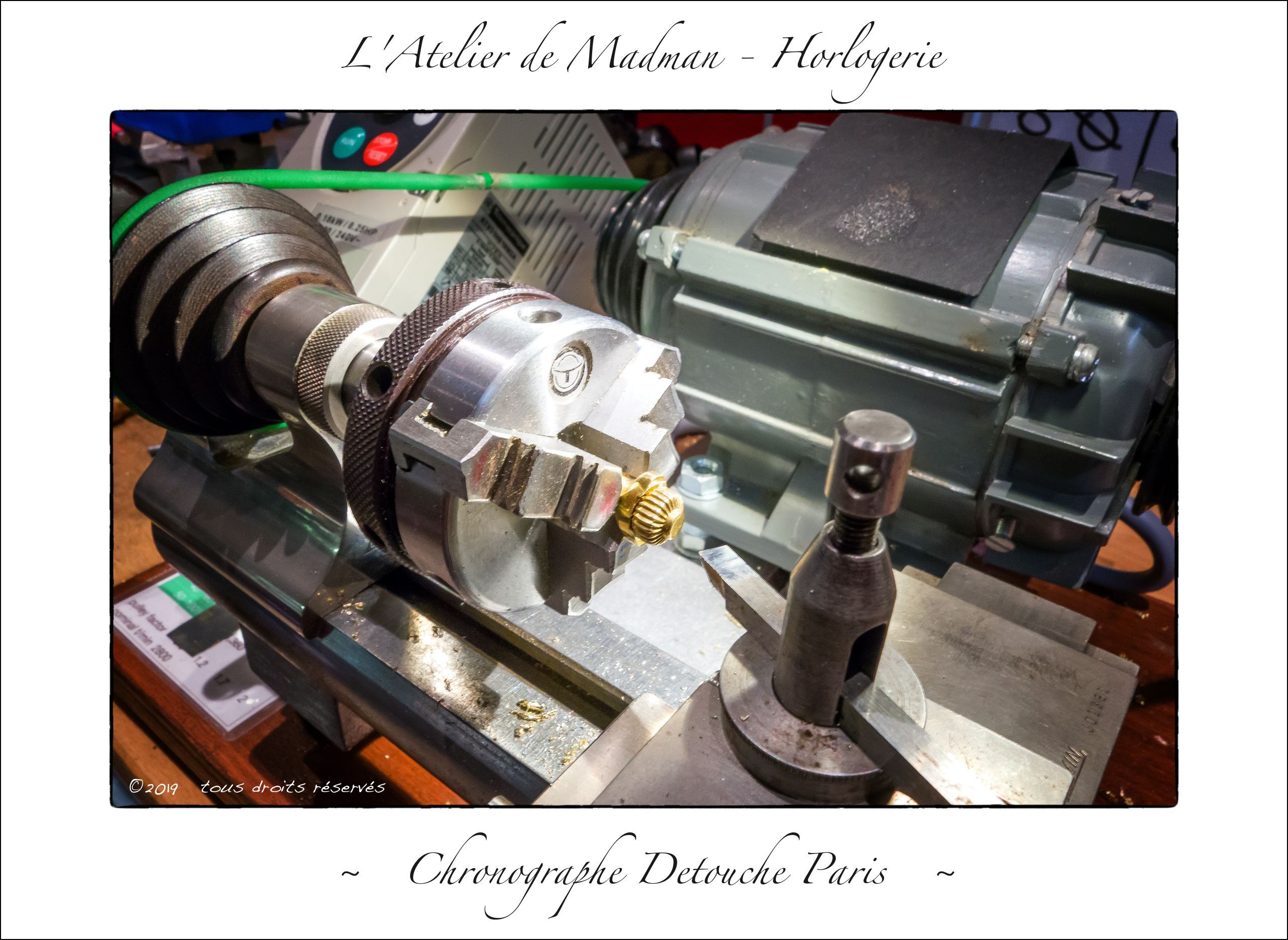
21 février 2019 – En avant la musique, le tour chante ! Les pièces sont réalisées dans l’ordre : couvercle de cadran, lunette de cadran, carrure, lunette de fond, couvercle de fond et bélière.




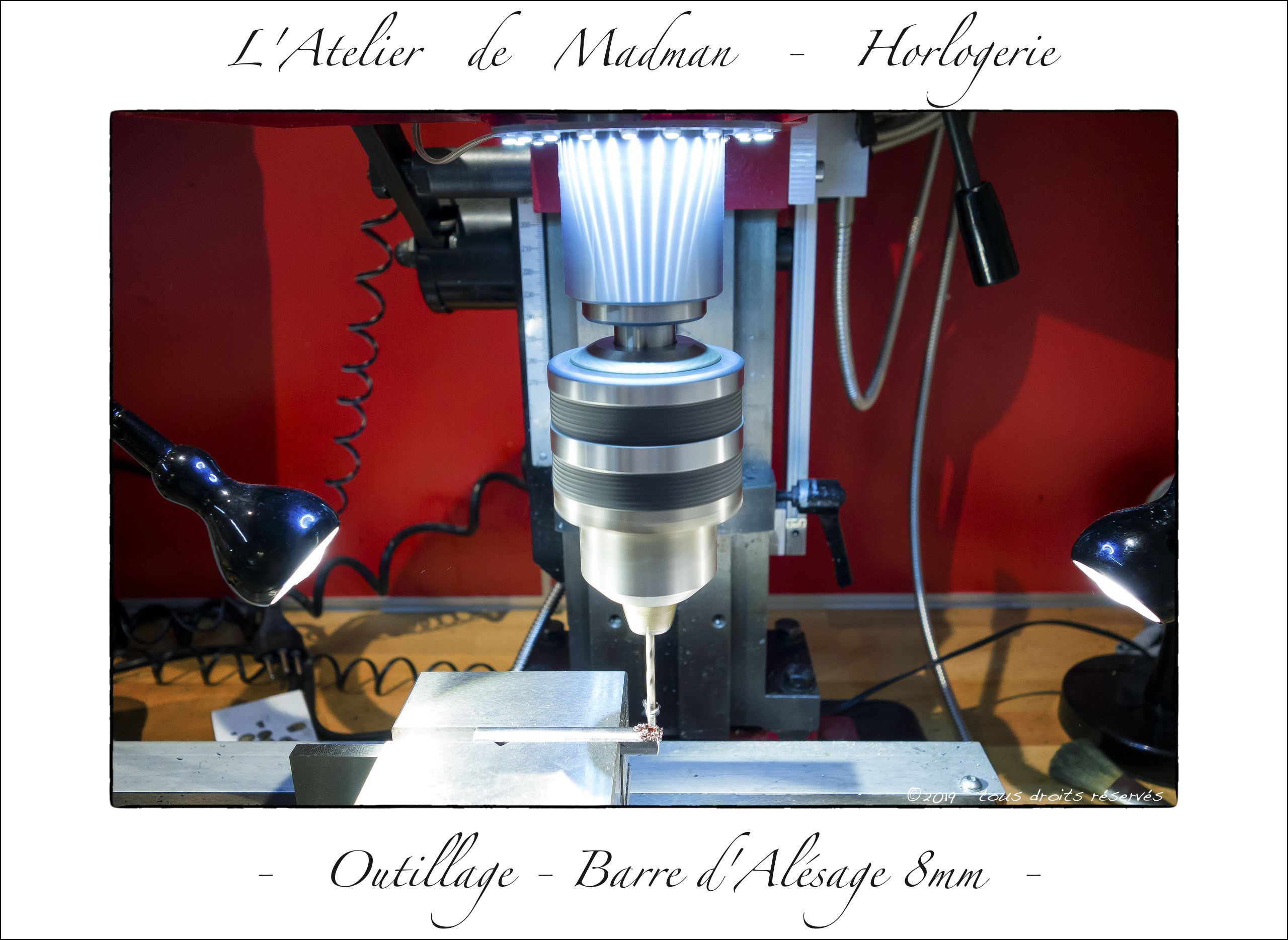
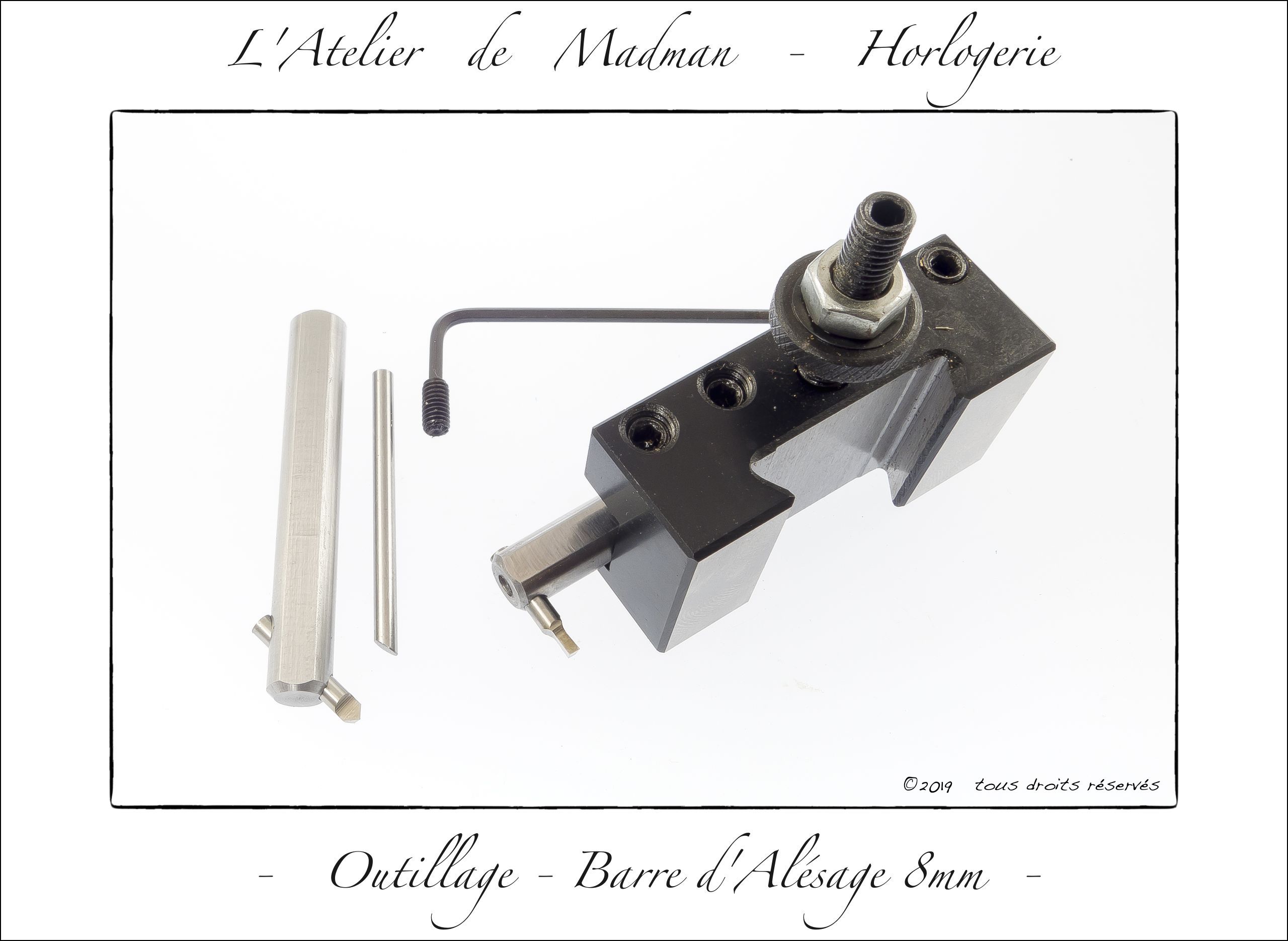
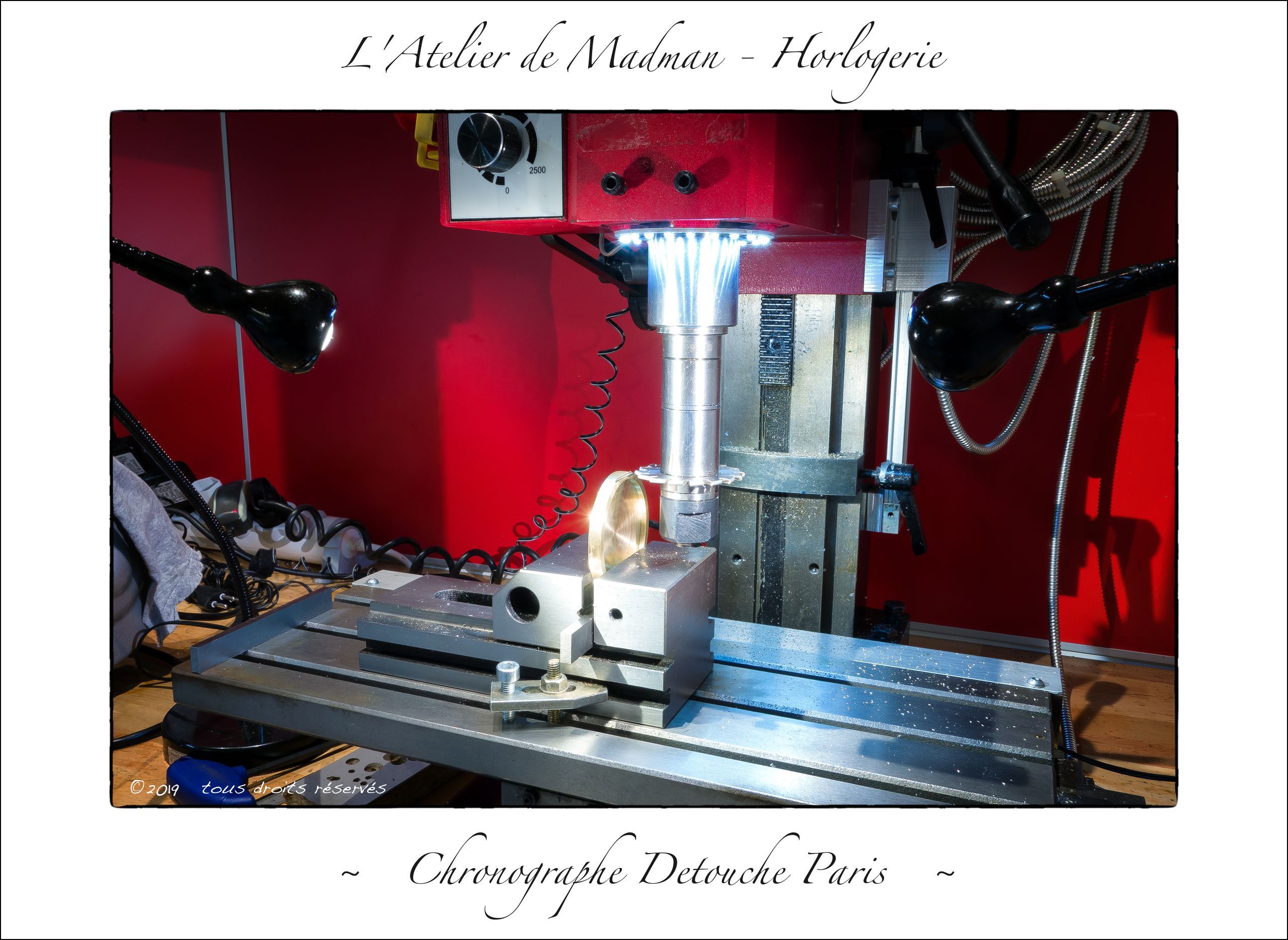
23-24 février 2019 – Usinage d’outils qui sont requis pour la suite des travaux : deux barres d’alésage 8mm pour fraiser les creusures dans la carrure.





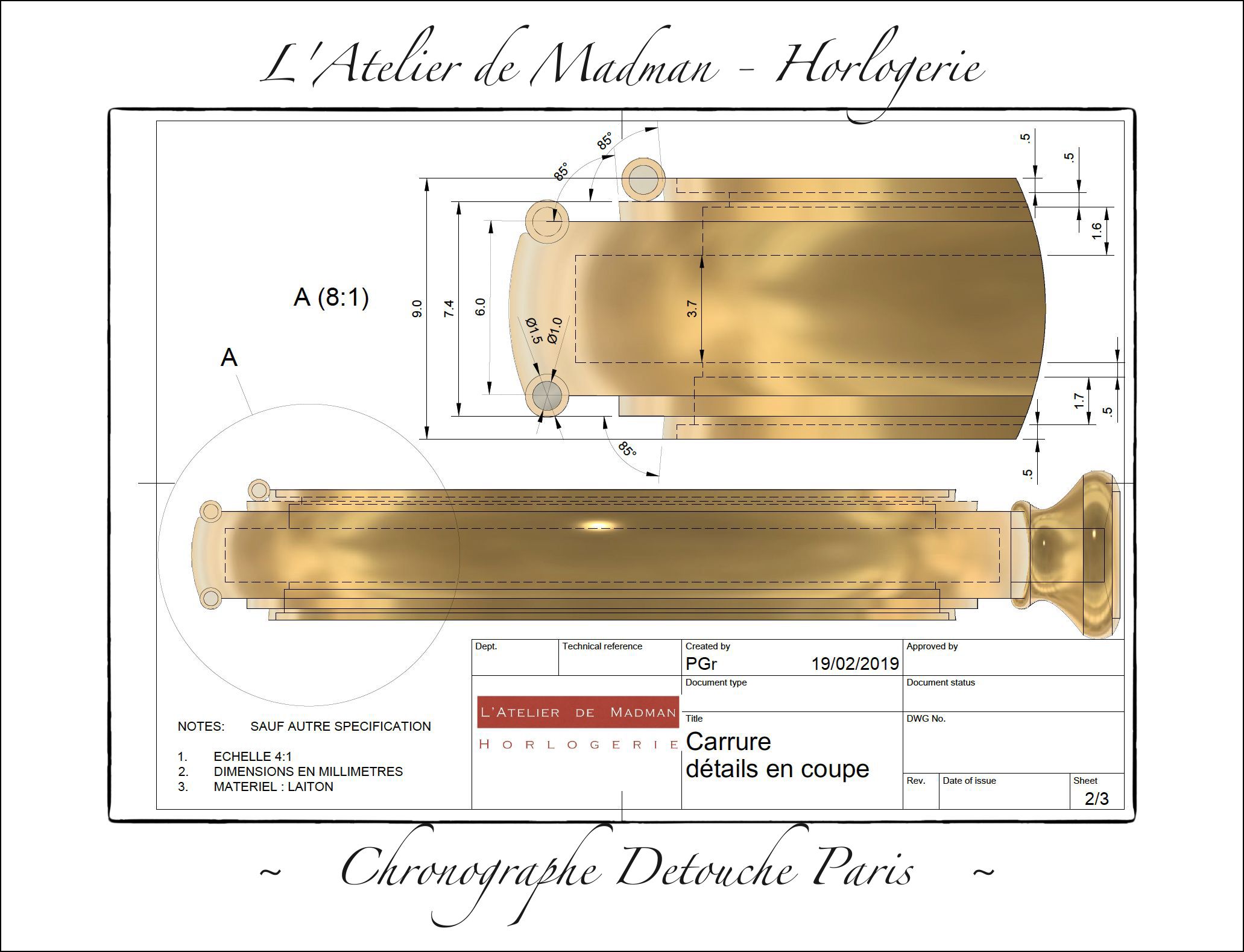
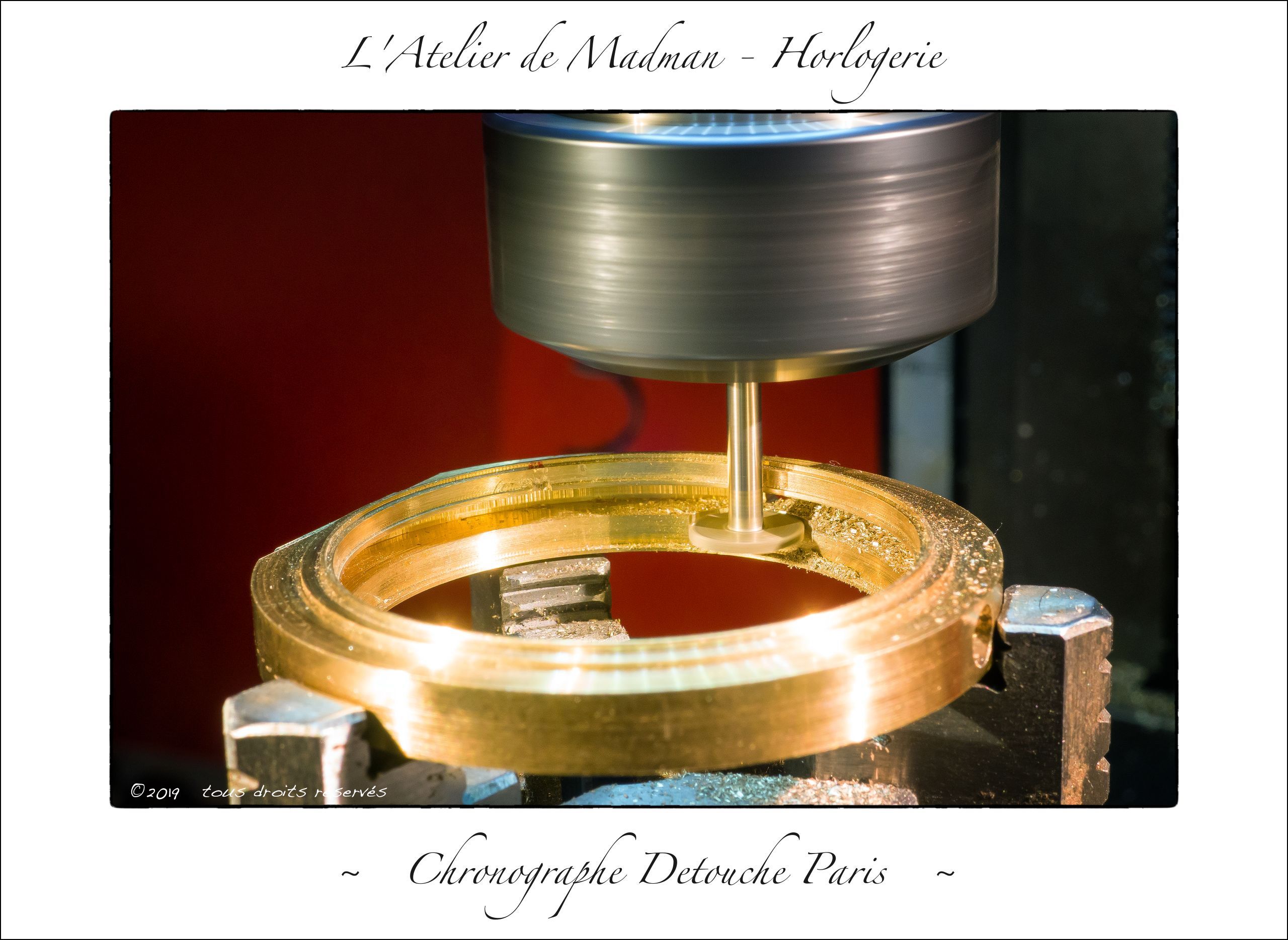
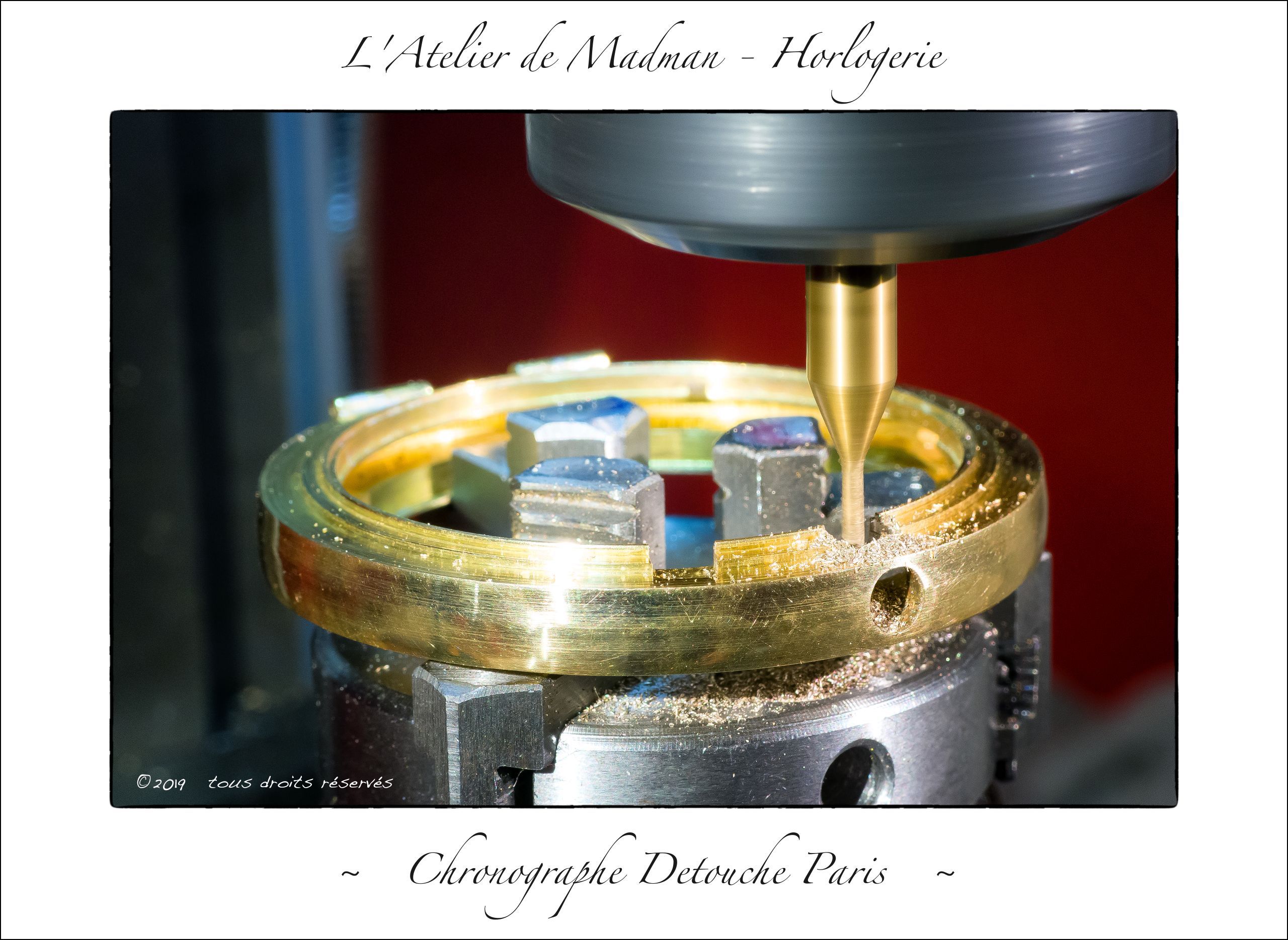
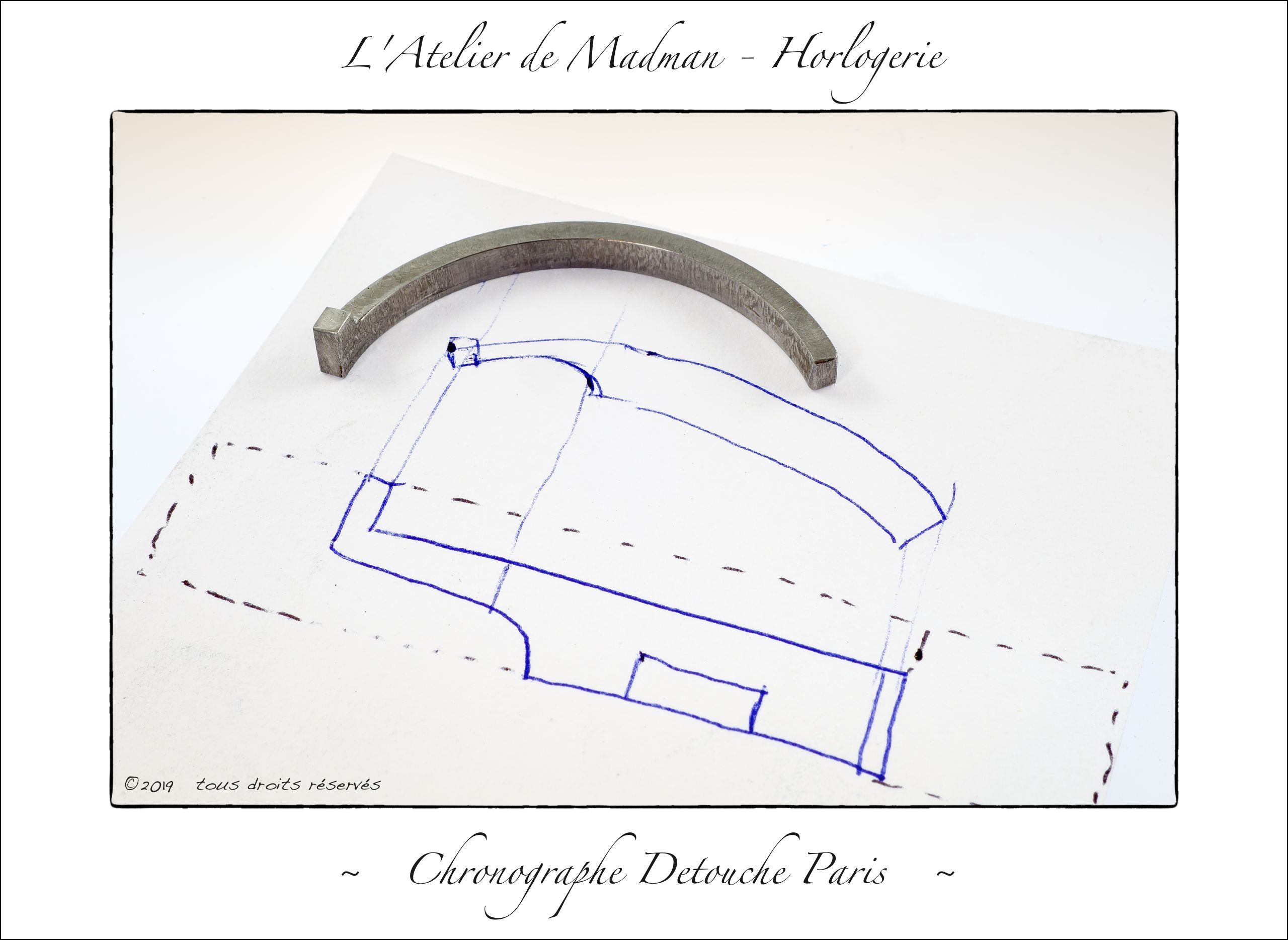
25 février – 2 mars 2019 – Usinage de la carrure. C’est la partie centrale du boitier, auquel sera fixé le mouvement.











Lundi 4 mars 2019 – Fabrication du pendant et mise en place de la bélière.



Mardi 5 mars 2019 – Journée de fraisages très délicats. Ils sont déterminants pour la bonne ouverture des couvercles.




6 mars 2019 – Premier emboitage. Il a fallu créer l’encoche pour la goupille de positionnement dans la carrure, tout en tenant compte du bon alignement de la tige de remontoir.


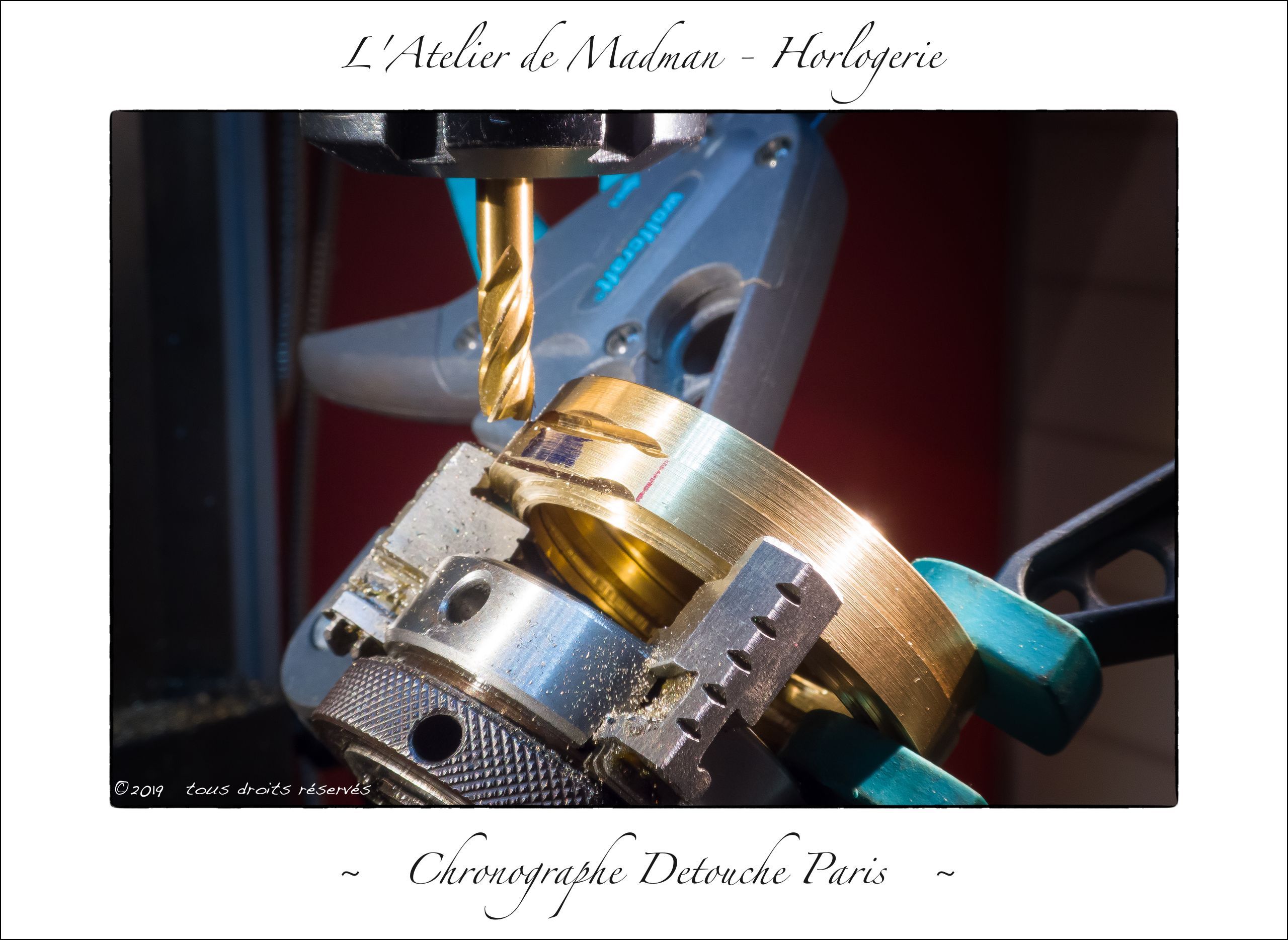
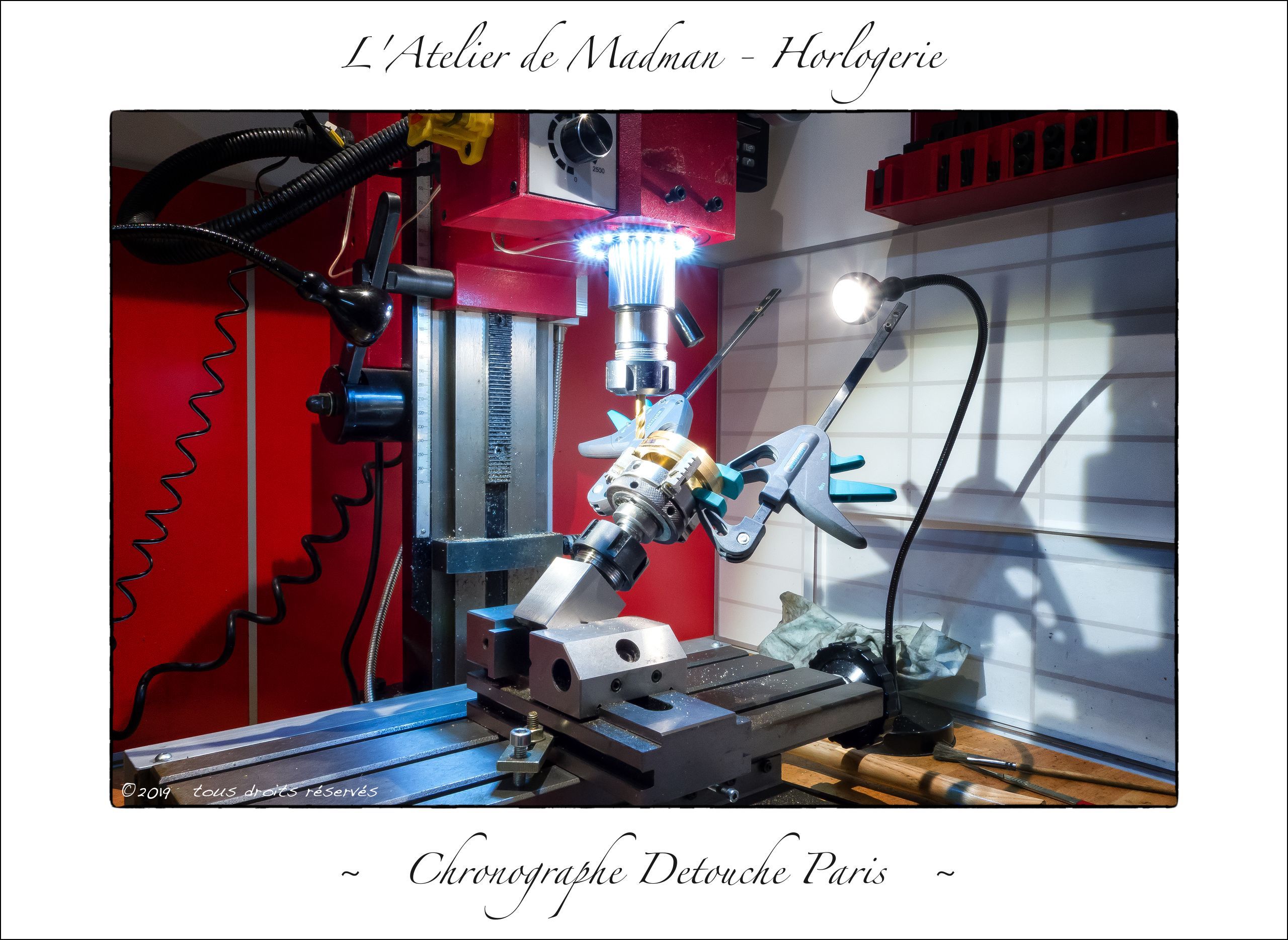
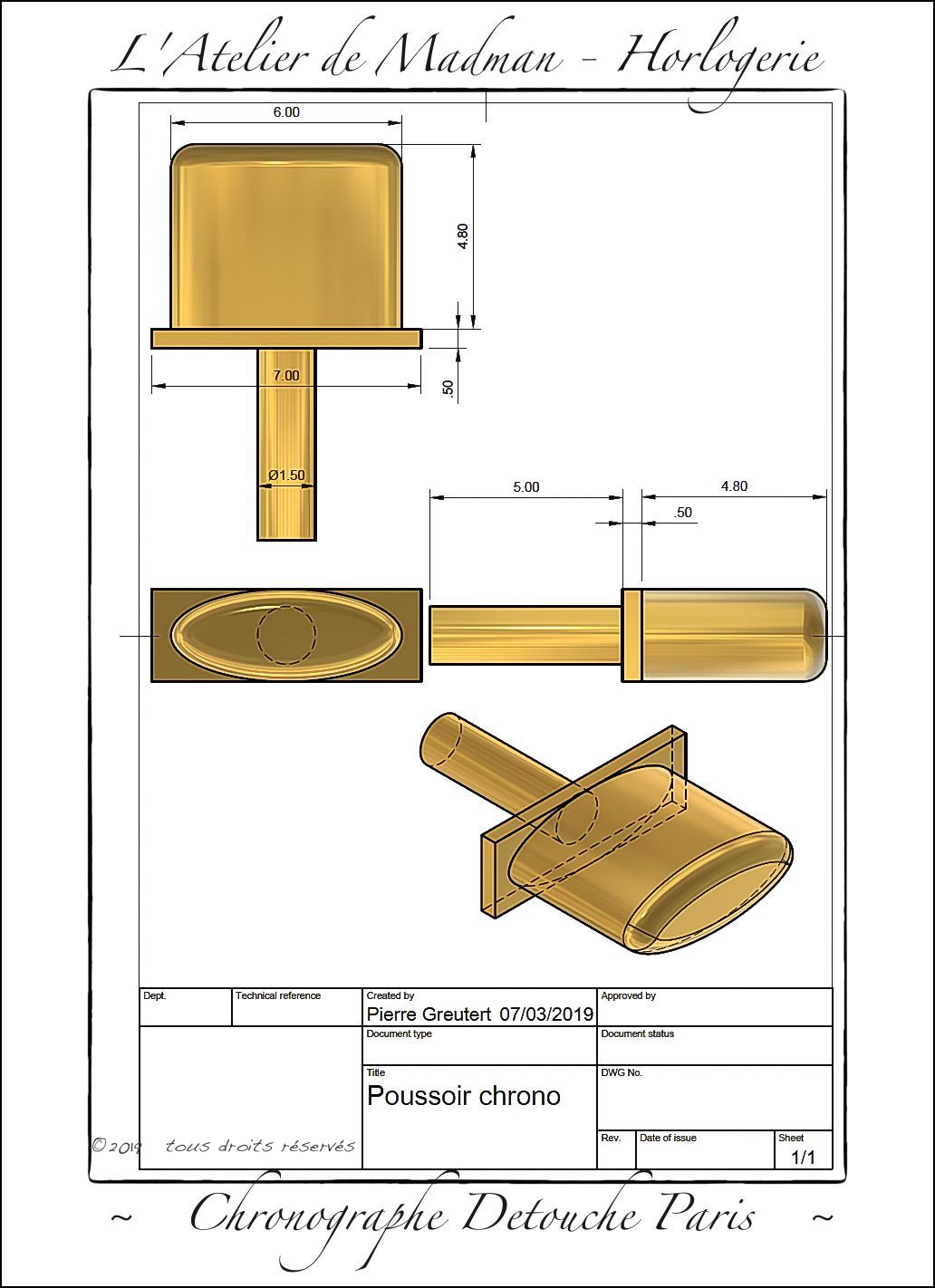
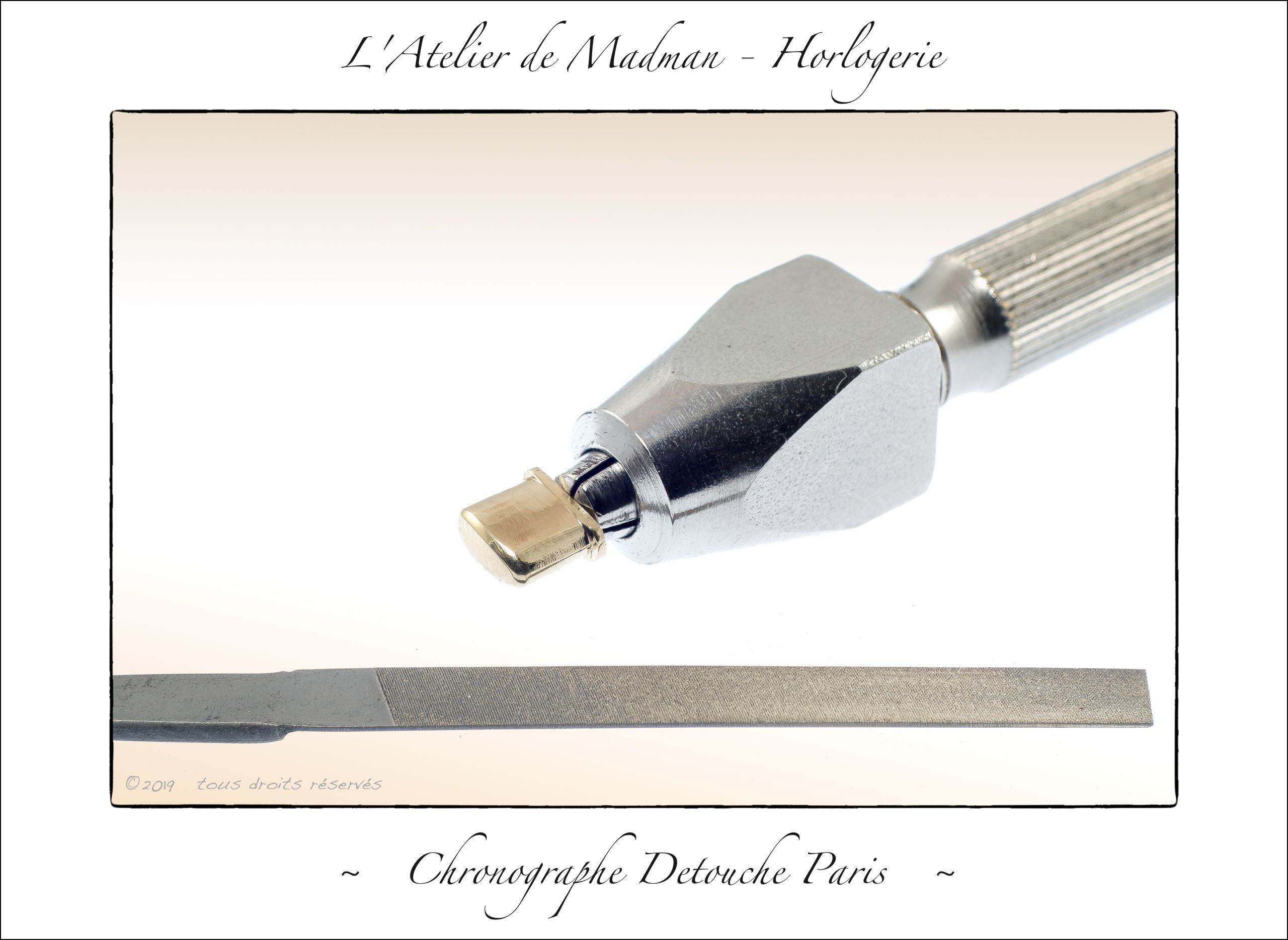
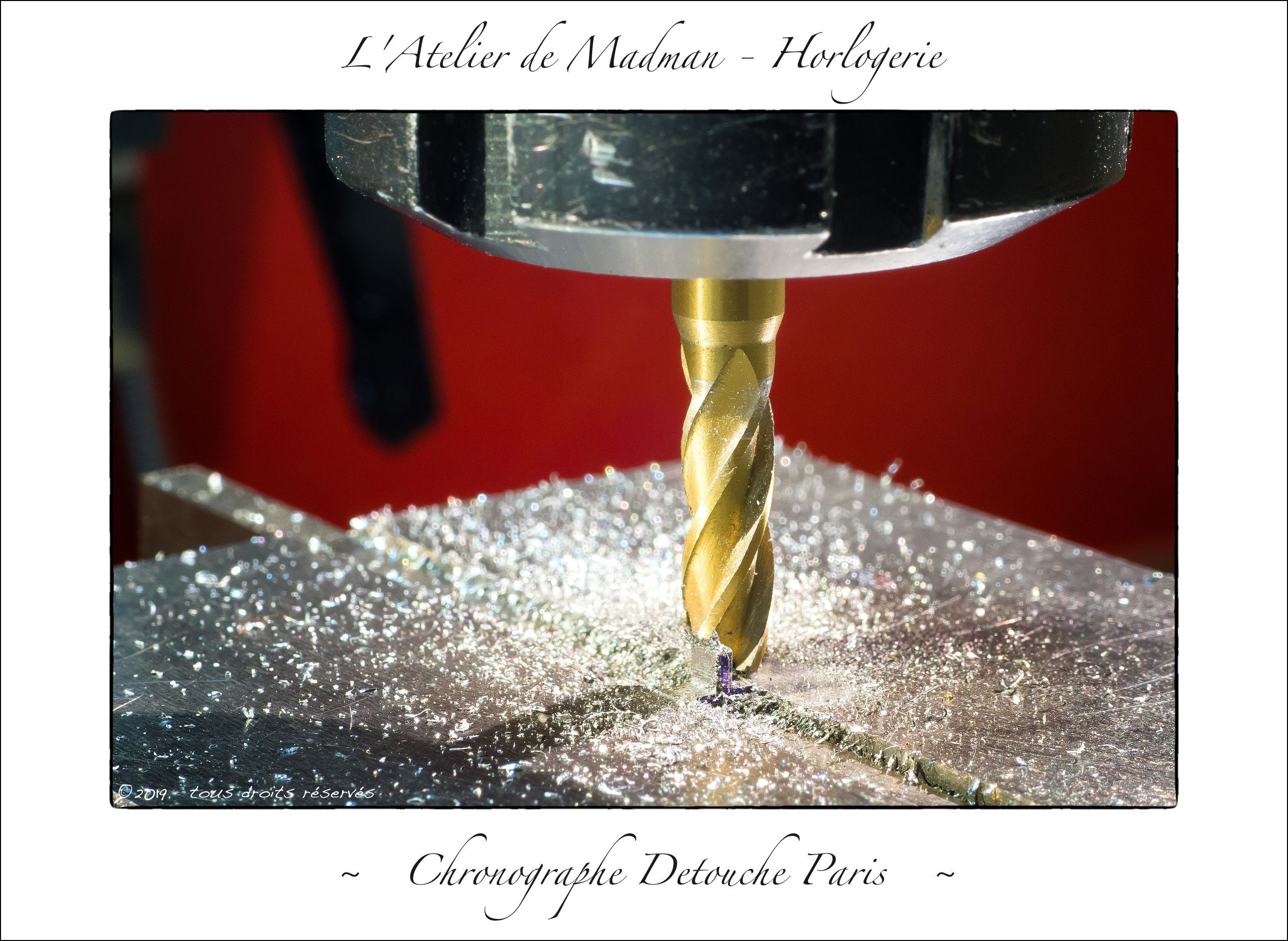
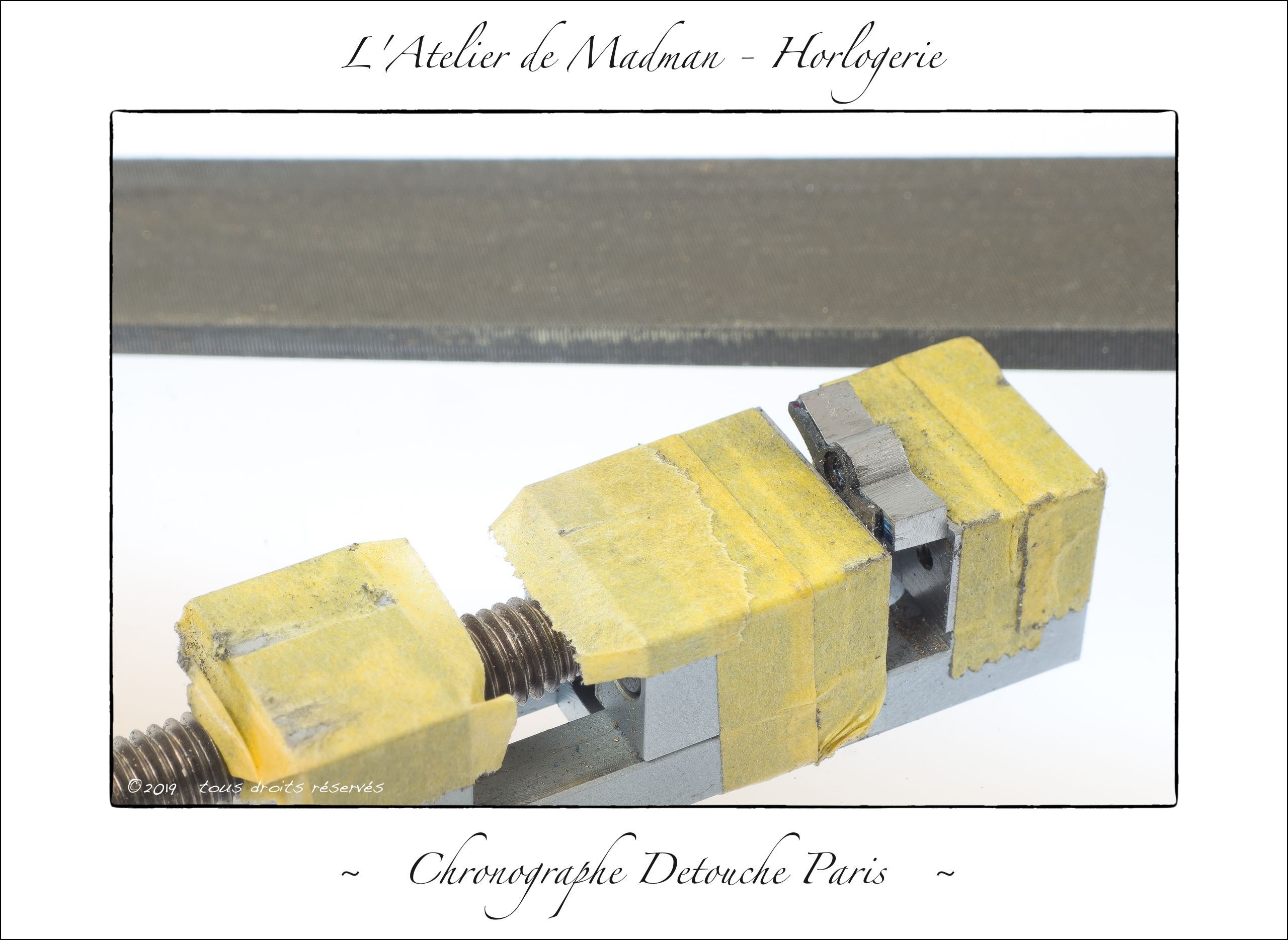
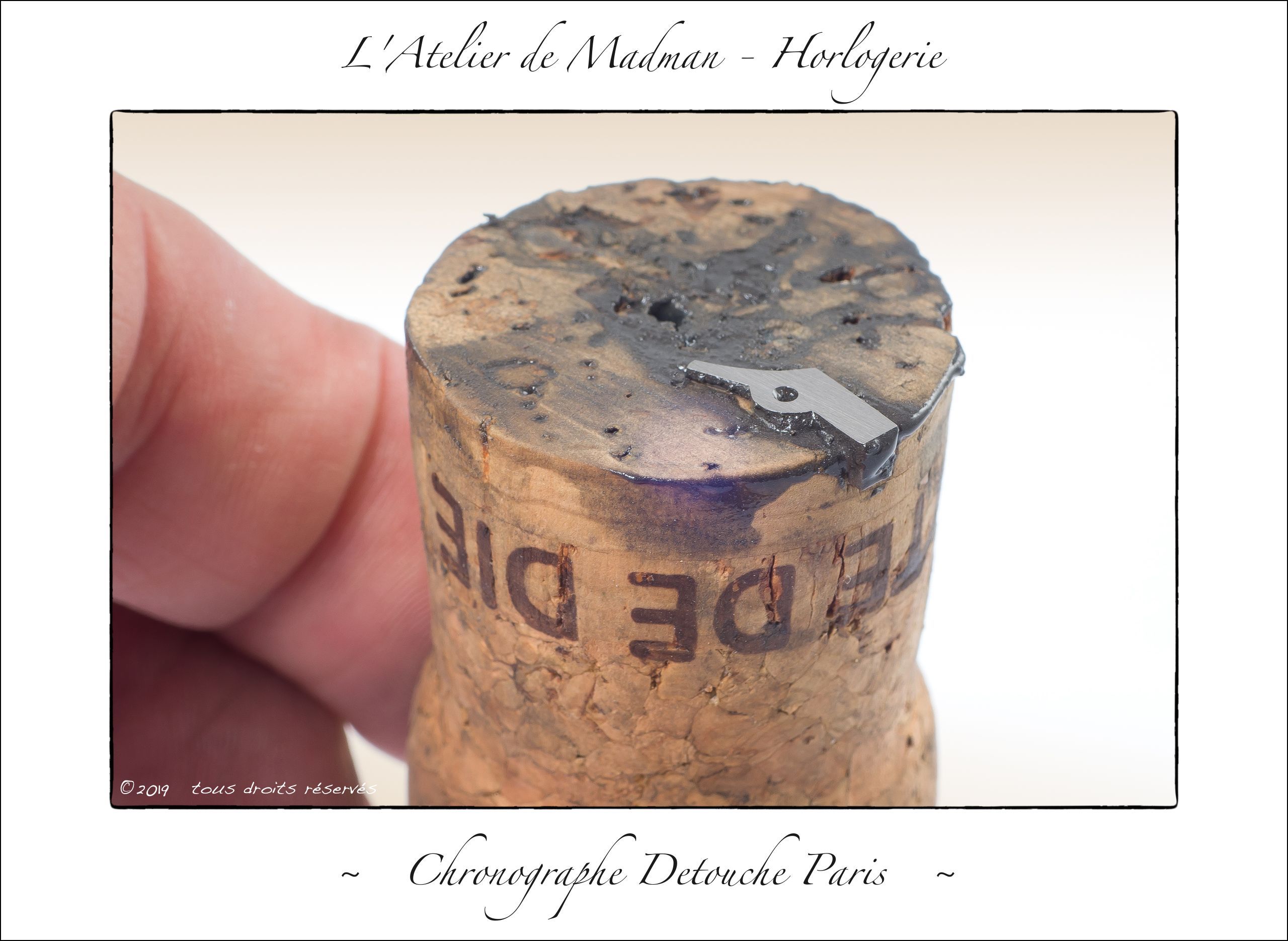
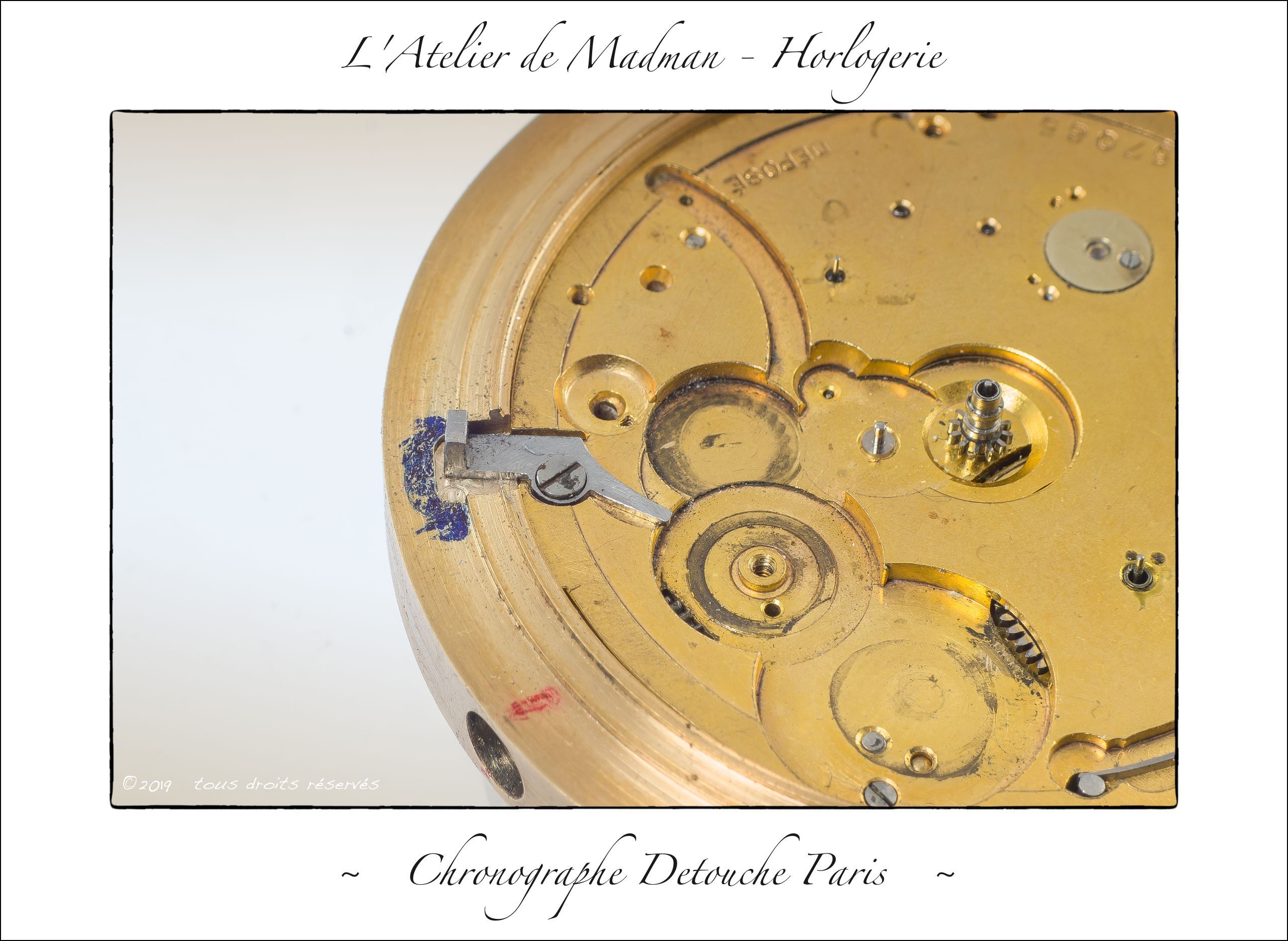
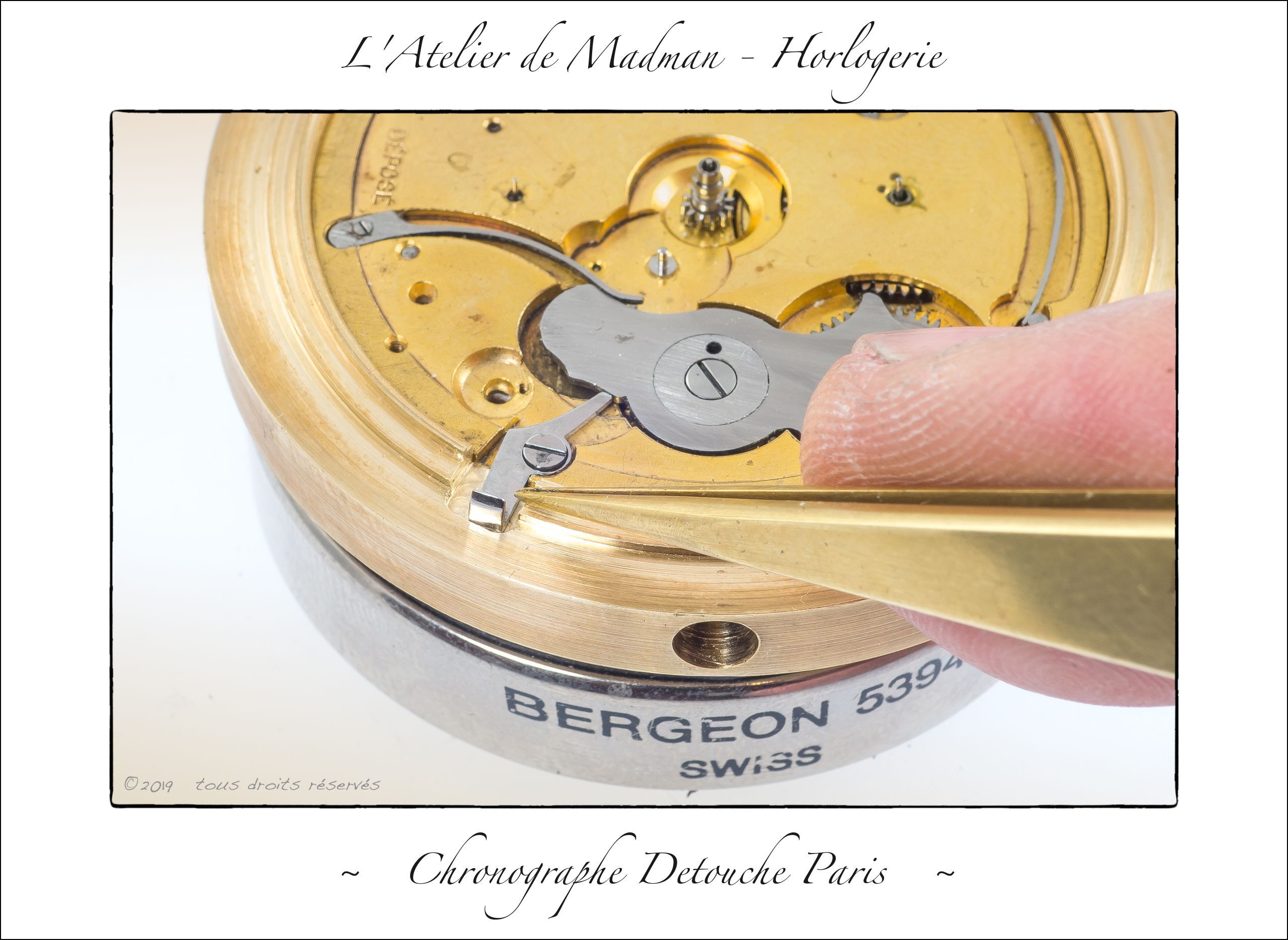
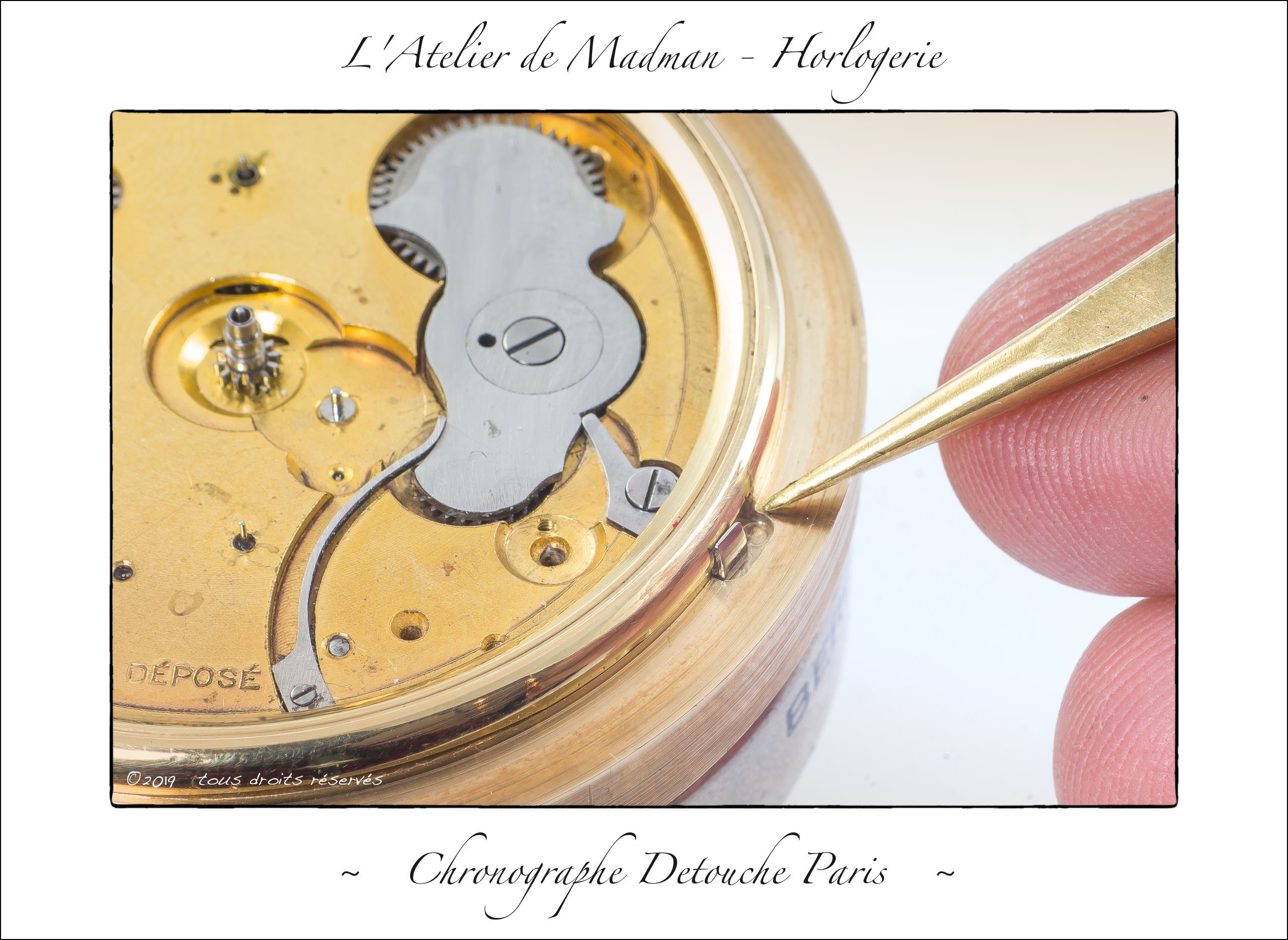
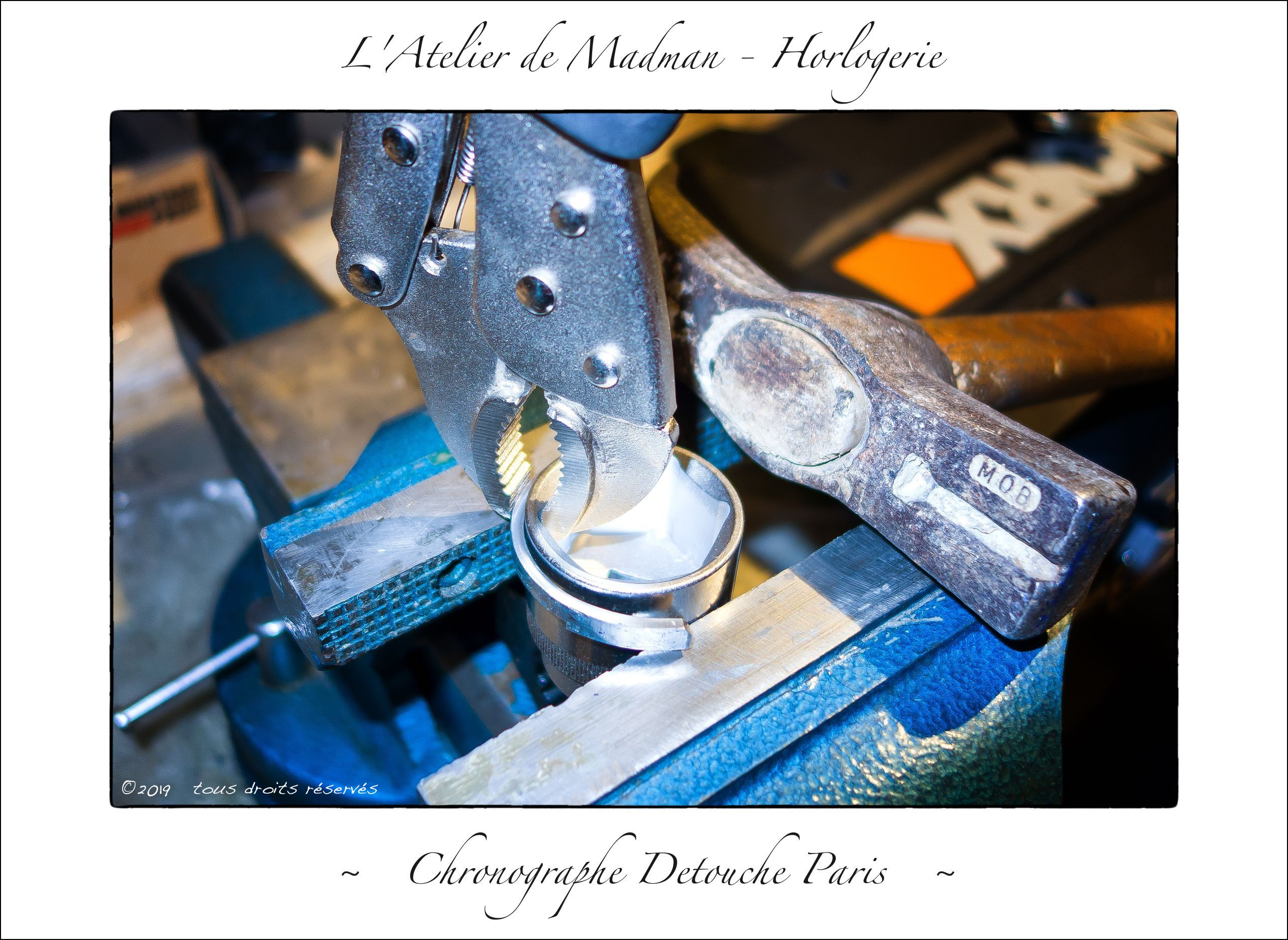
7-10 mars 2019 – Réalisation du poussoir de chronographe. Cela commence par faire un plan et déterminer des dimensions, suivi de beaucoup de positionnements et ajustages. La finition se fait à la lime.







14 – 22 mars 2019 – Petites finitions et usinages, chronophages ad aeternam. Cela ne se passe pas toujours comme prévu, mais le résultat vaut bien l’effort !






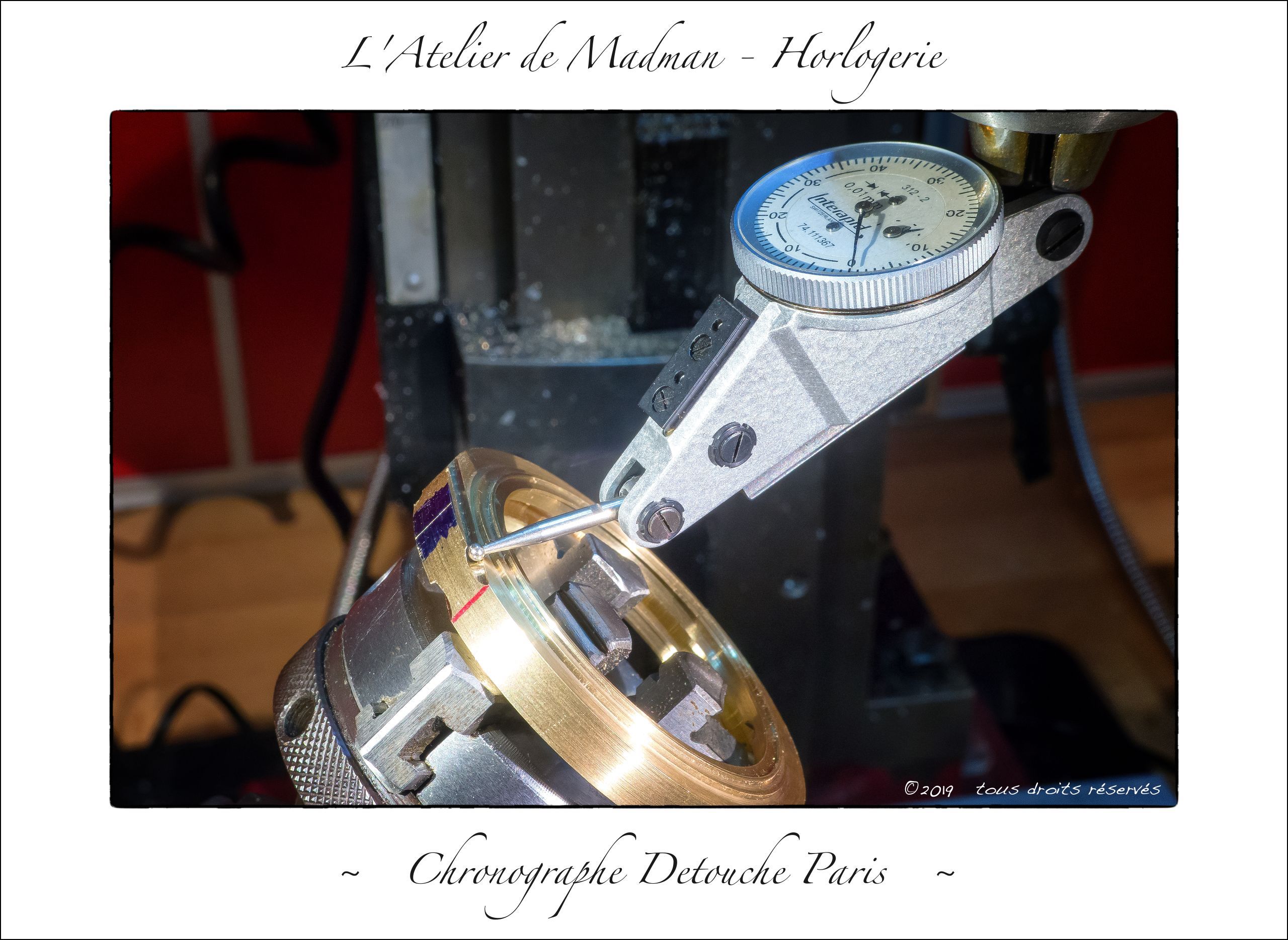
26 mars – 1 avril 2019 – Finitions des lunettes et couvercles : encliquetage et encoche pour les verres, suivis de l’arrondi du bord extérieur. Une multitude de petites touches d’ajustage : ça se joue au centième de millimètre ! Et toujours se rappeler qu’on ne pourra pas rajouter la matière qui aura été enlevée de trop…









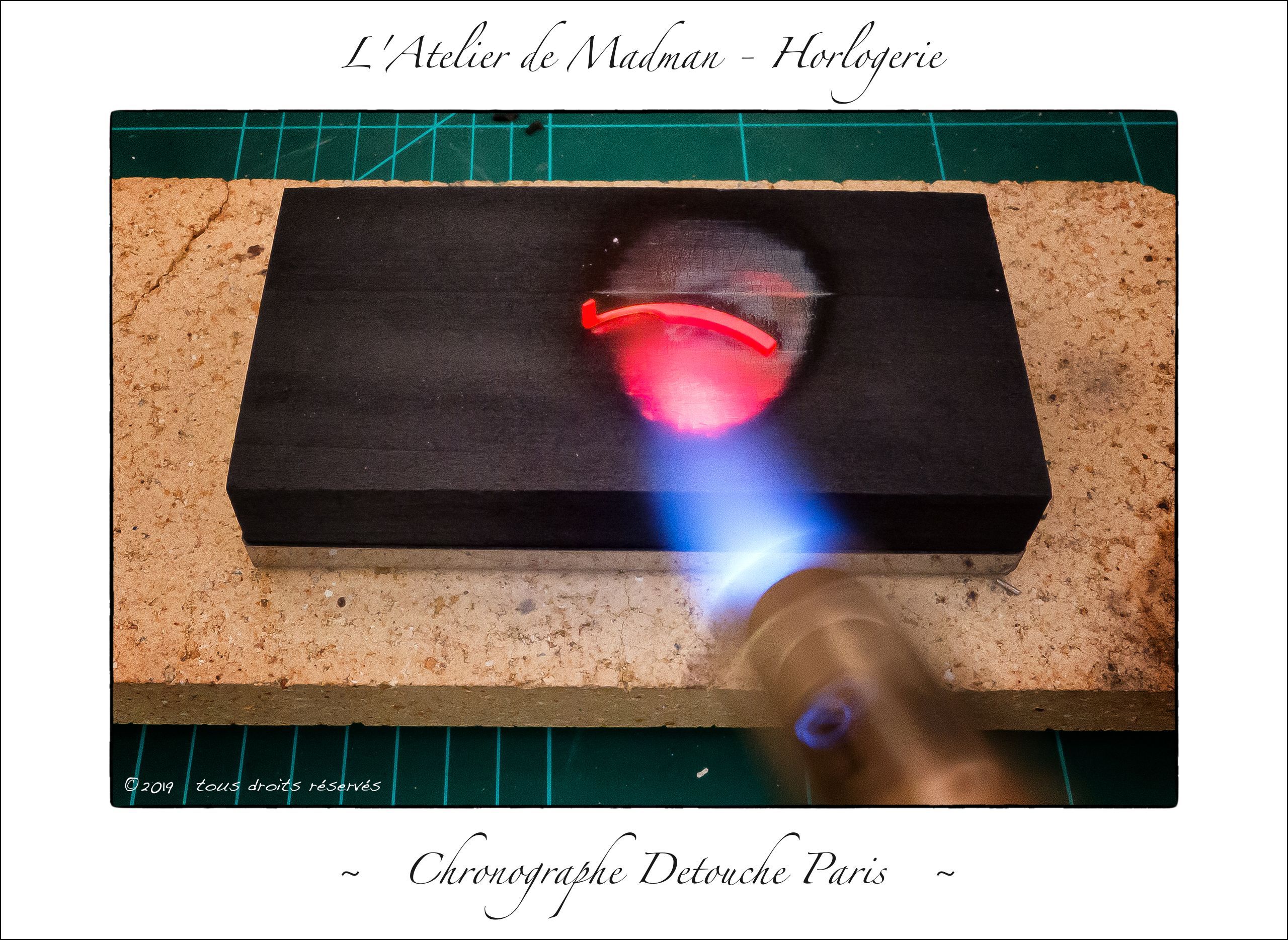
2 – 7 avril 2019 Essais préalables, sur une chute, de soudure argent à 680°C des charnières, pour trouver la bonne technique.









14 – 17 avril 2019 – Finitions et charnières : découpe dans le couvercle avant pour loger le levier de mise à l’heure et réalisation des charnières. Du travail de haute précision !







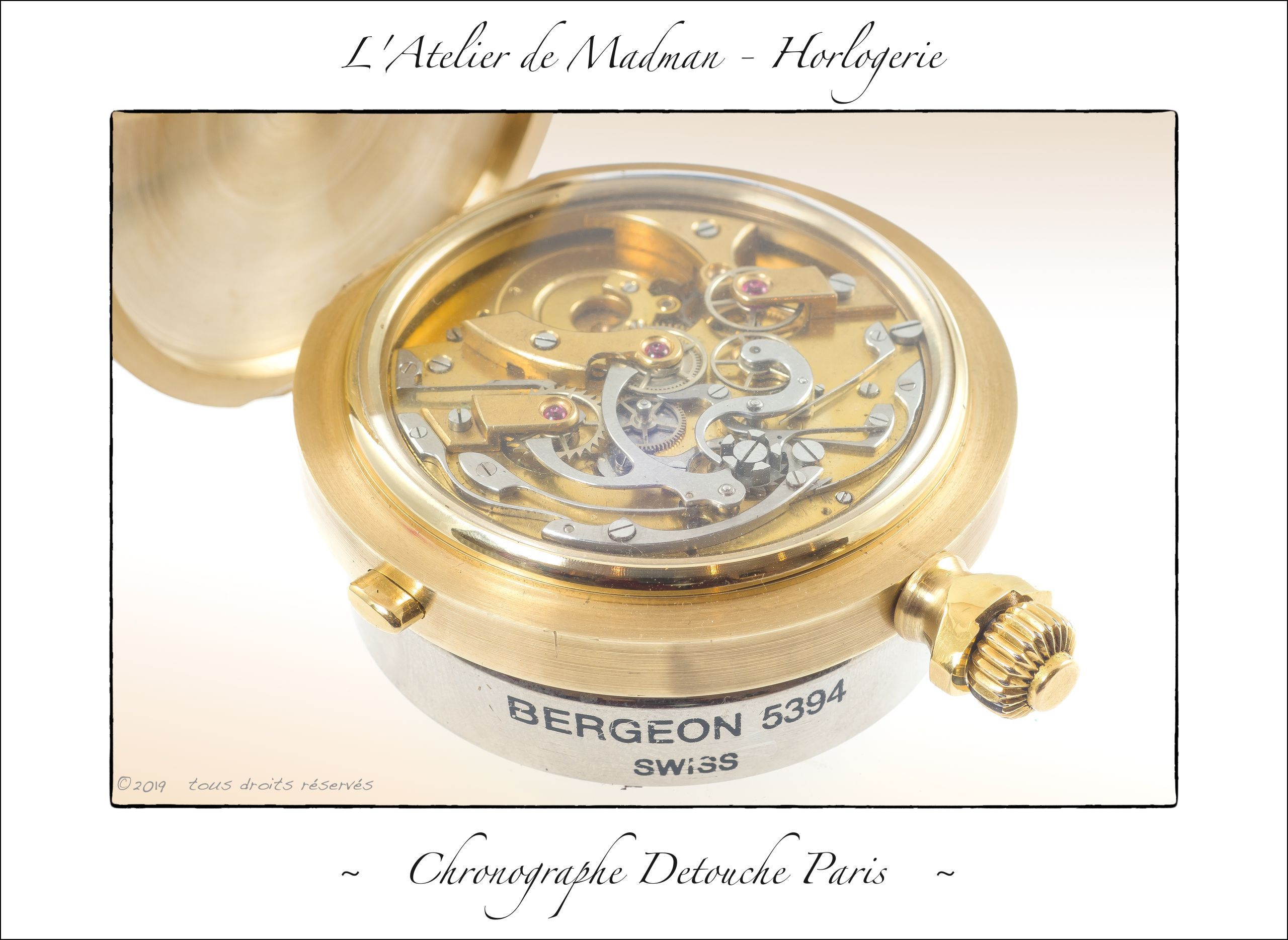
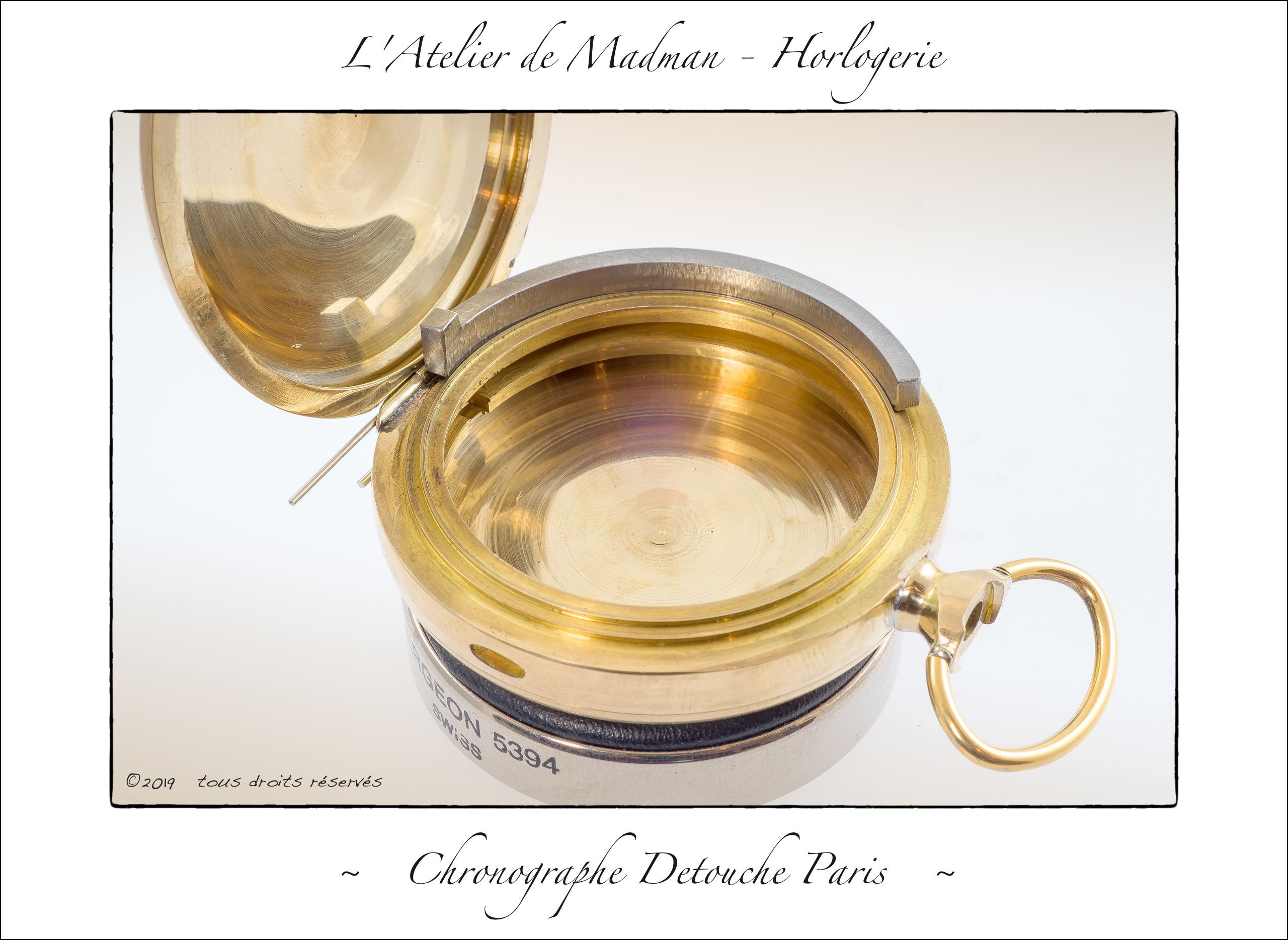
23 avril 2019 – Mécanisme de fermeture du boitier : découpes à la fraise de la carrure. Photos provisoires du mouvement emboité, avec couvercles, lunettes et verres. Tout est bien ajusté !

26 avril 2019 – Finitions du pendant et fixation de la bélière. De longs travaux d’ajustement…



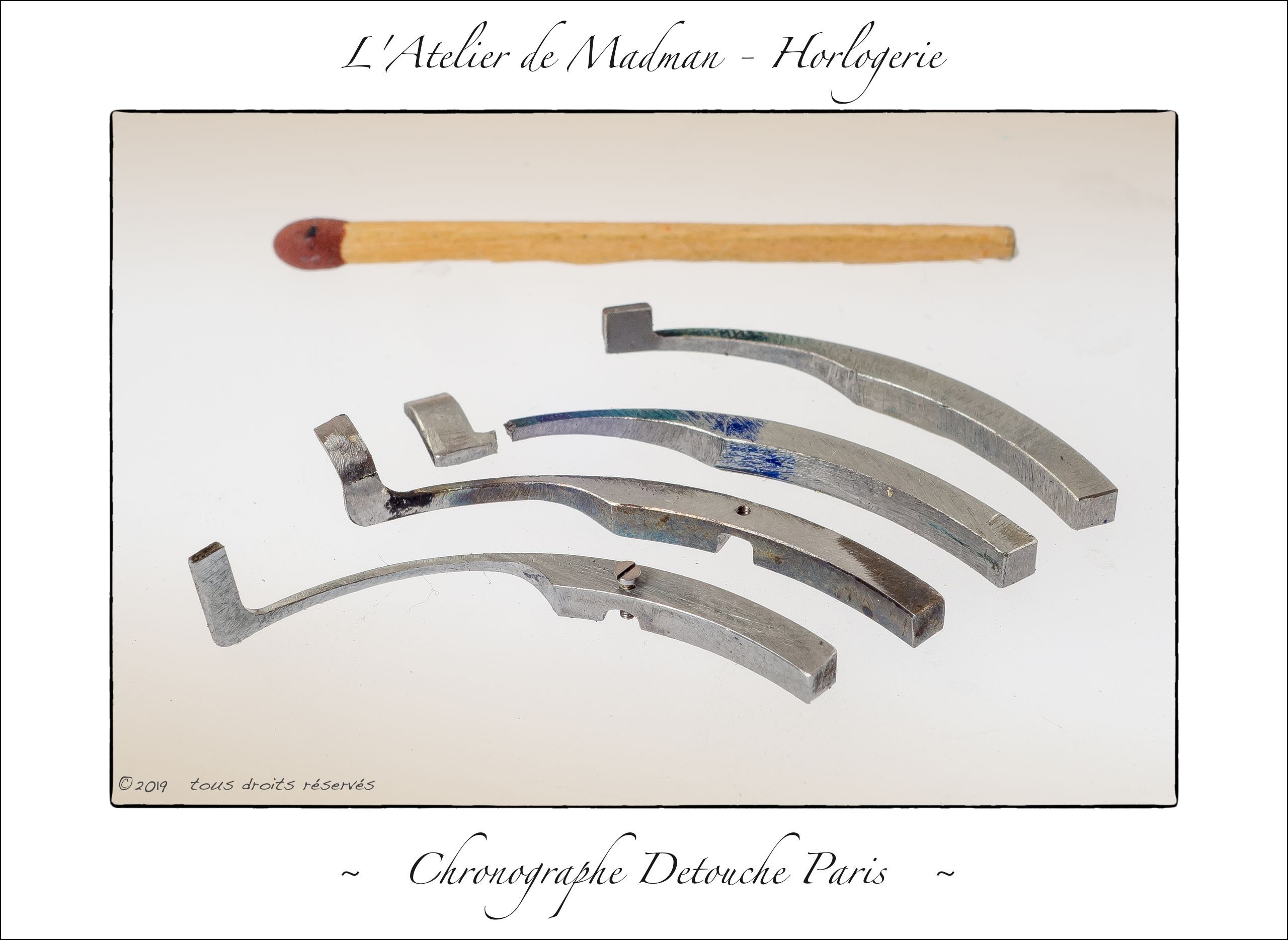
27 avril – 9 mai 2019 – Fabrication des ressorts de couvercle.

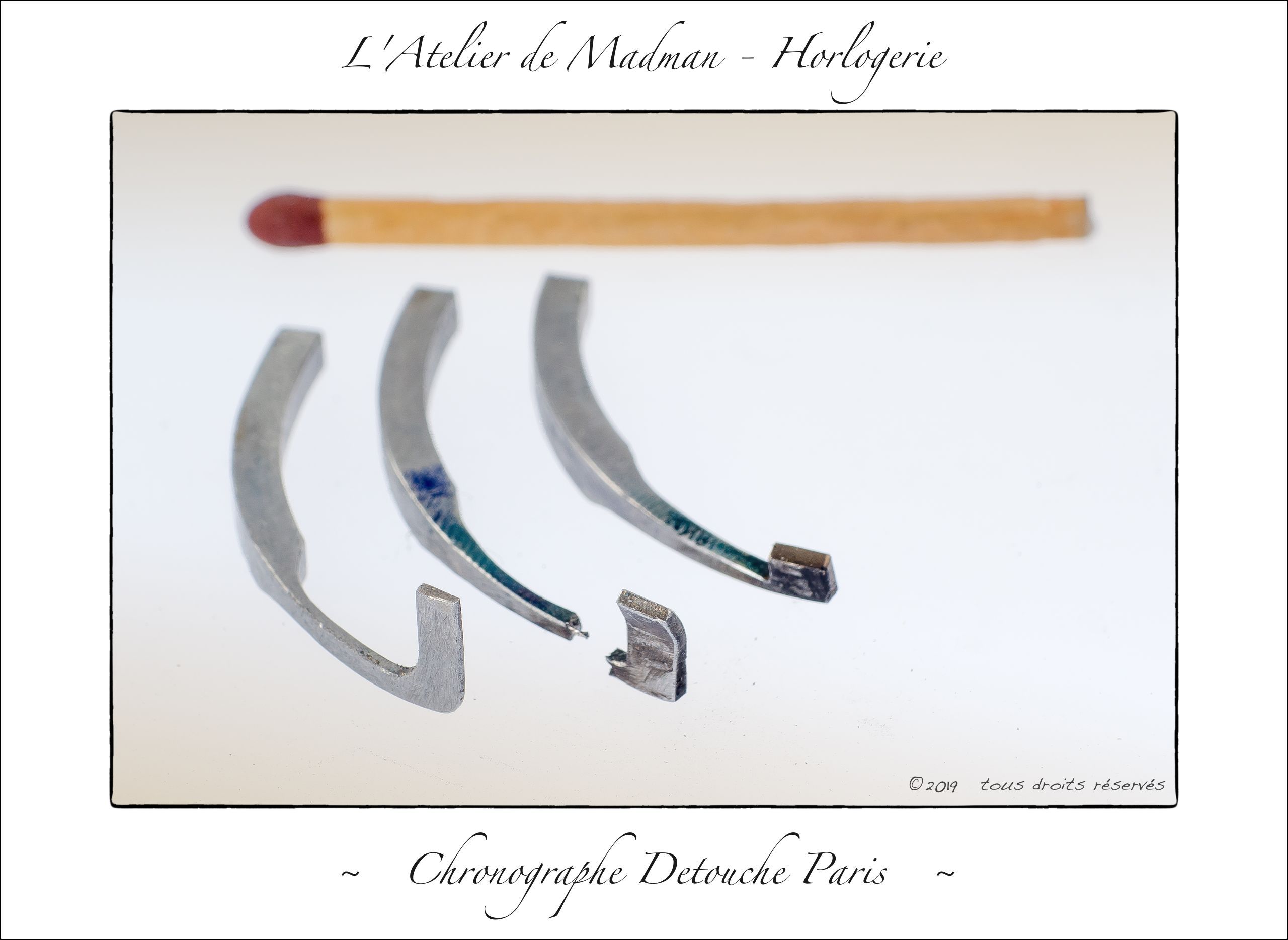






Une petite video en vitesse, sans fioritures, brute de décoffrage etc. : le fonctionnement du ressort de couvercle.
Dernières retouches au couvercle pour accueillir la vis de fixation du ressort de fermeture.

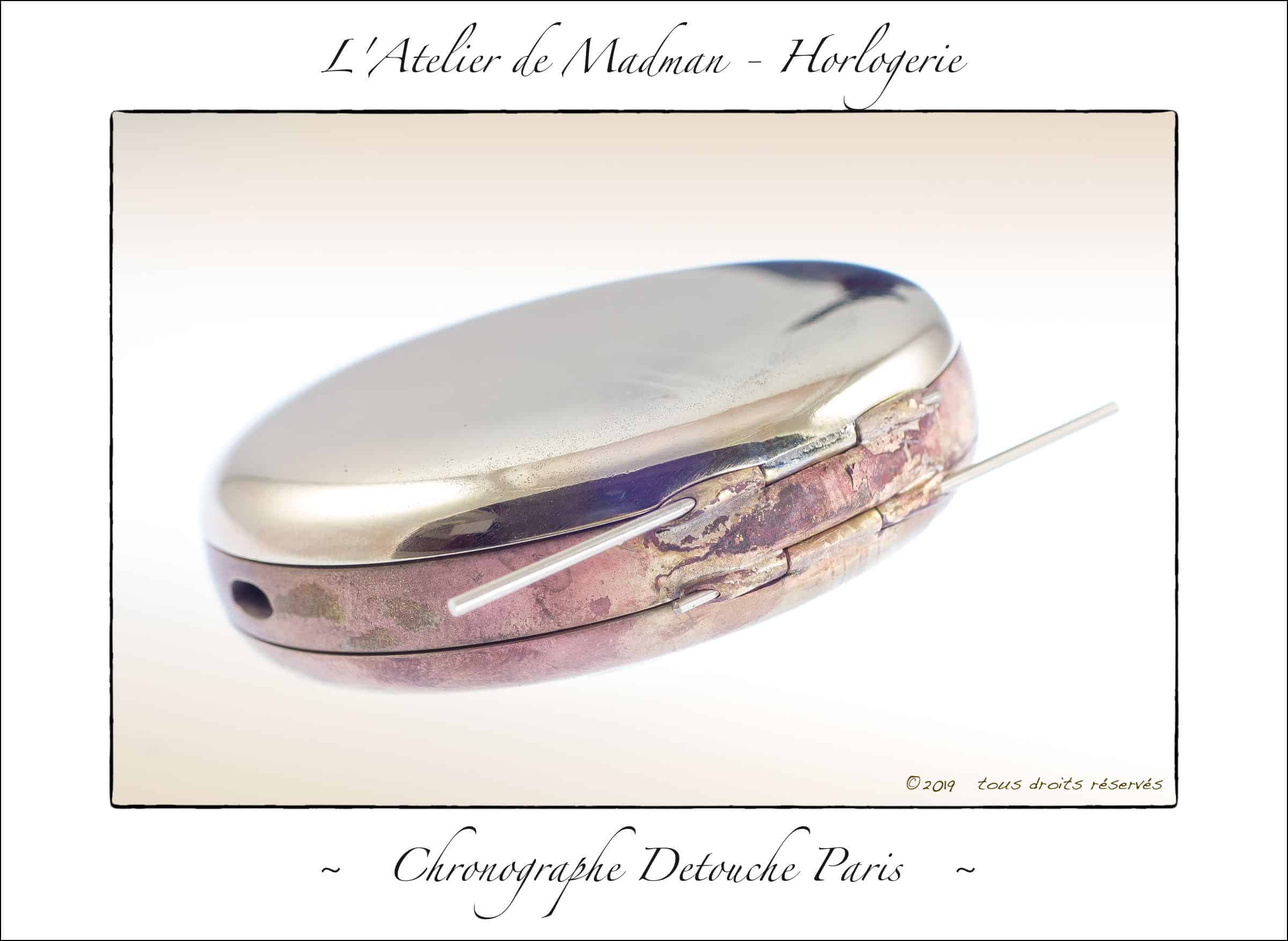
Les photos qui sentent bon la fin de ce projet. Il reste à ajuster les lunettes aux nombreuses protubérances qui sont venues s’ajouter à la carrure, le polissage et le placage or. Finalement les charnières seront coupées, un peu comme un cordon ombilical 🙂
Les photos finales seront donc pour bientôt ! Dans cette attente la révision du mouvement peut enfin inaugurer un nouveau reportage.
3-4 juin 2019 – Quelques petits ajustements et bien des heures d’attention soutenue.



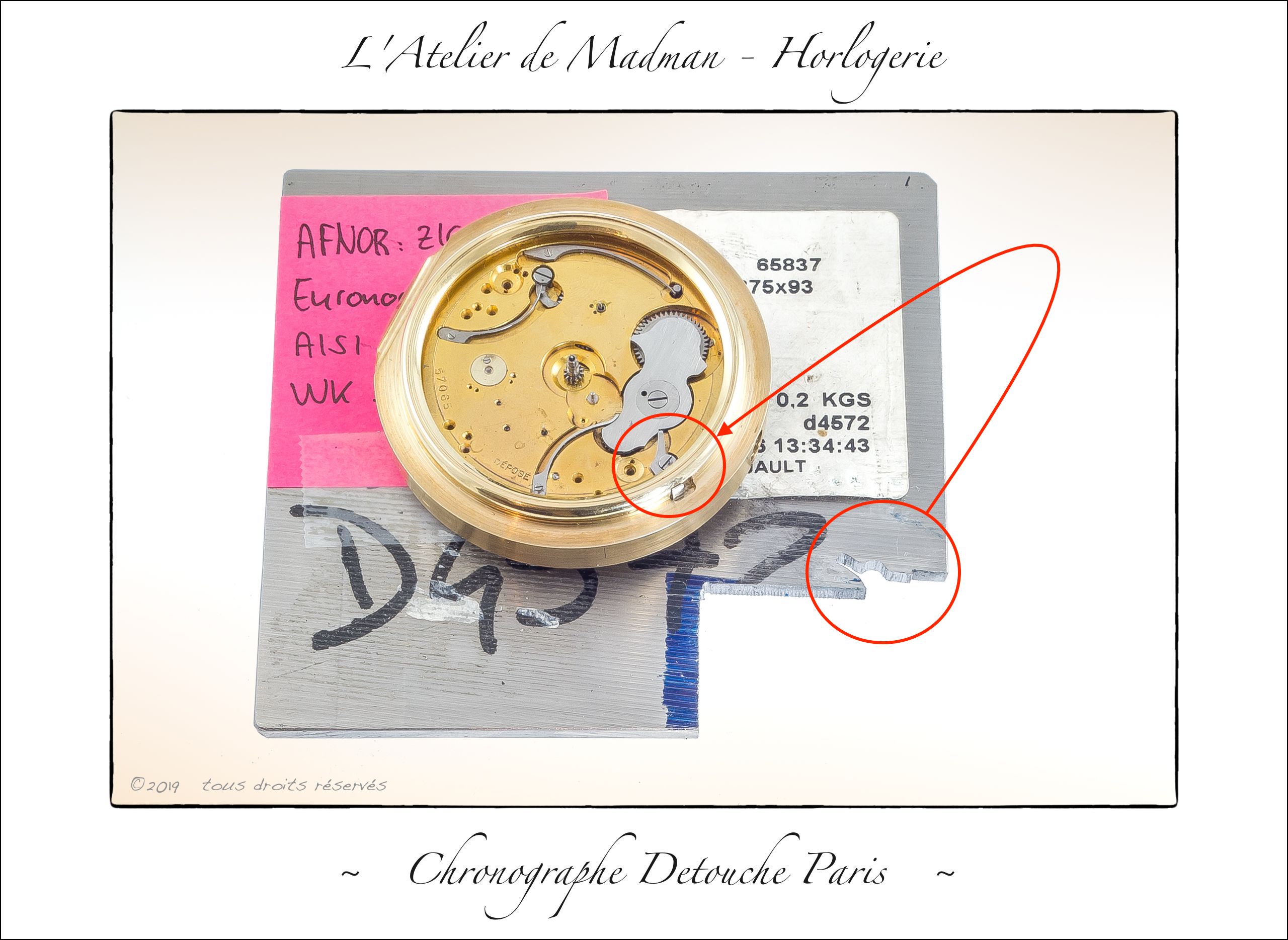
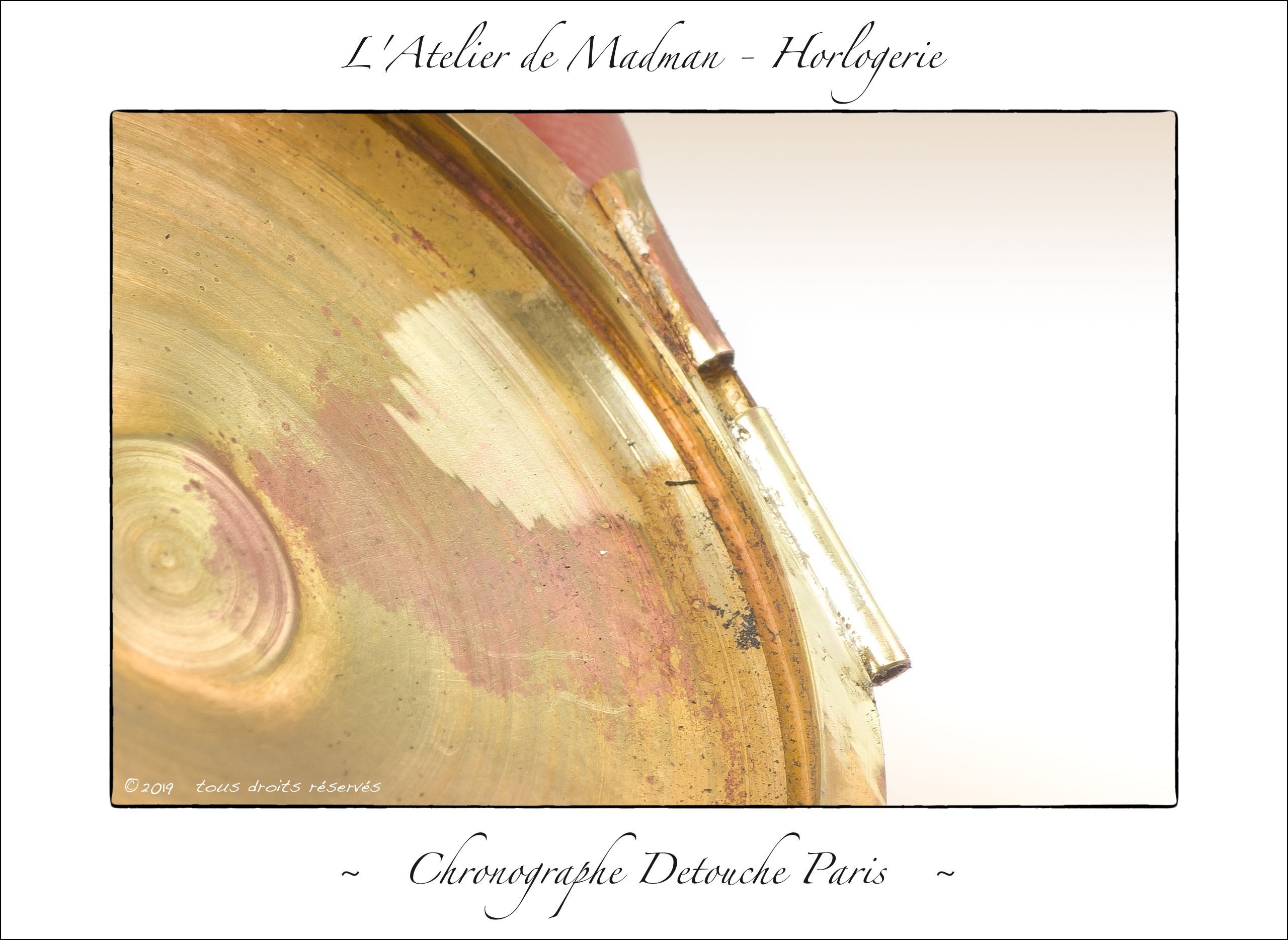
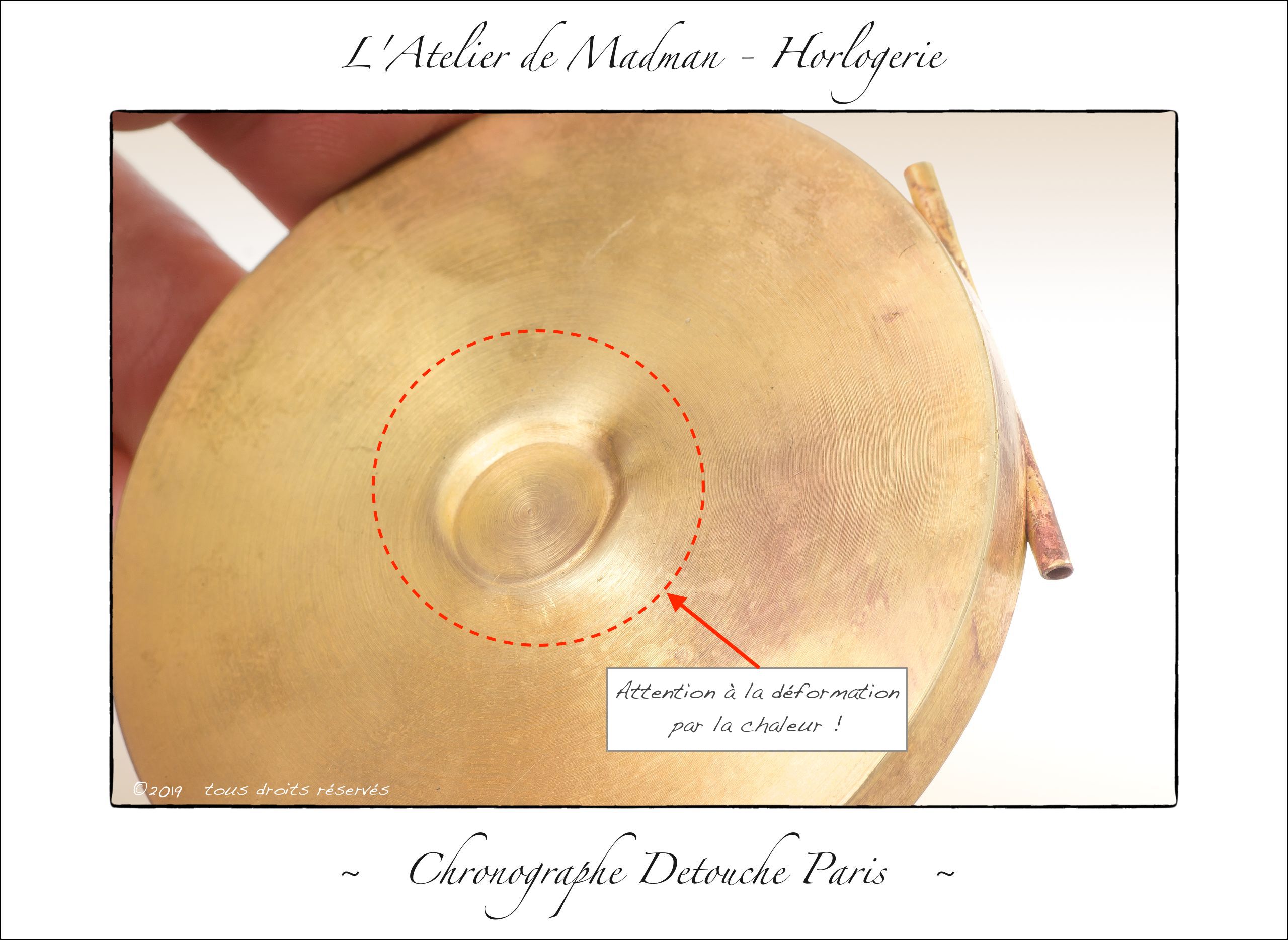
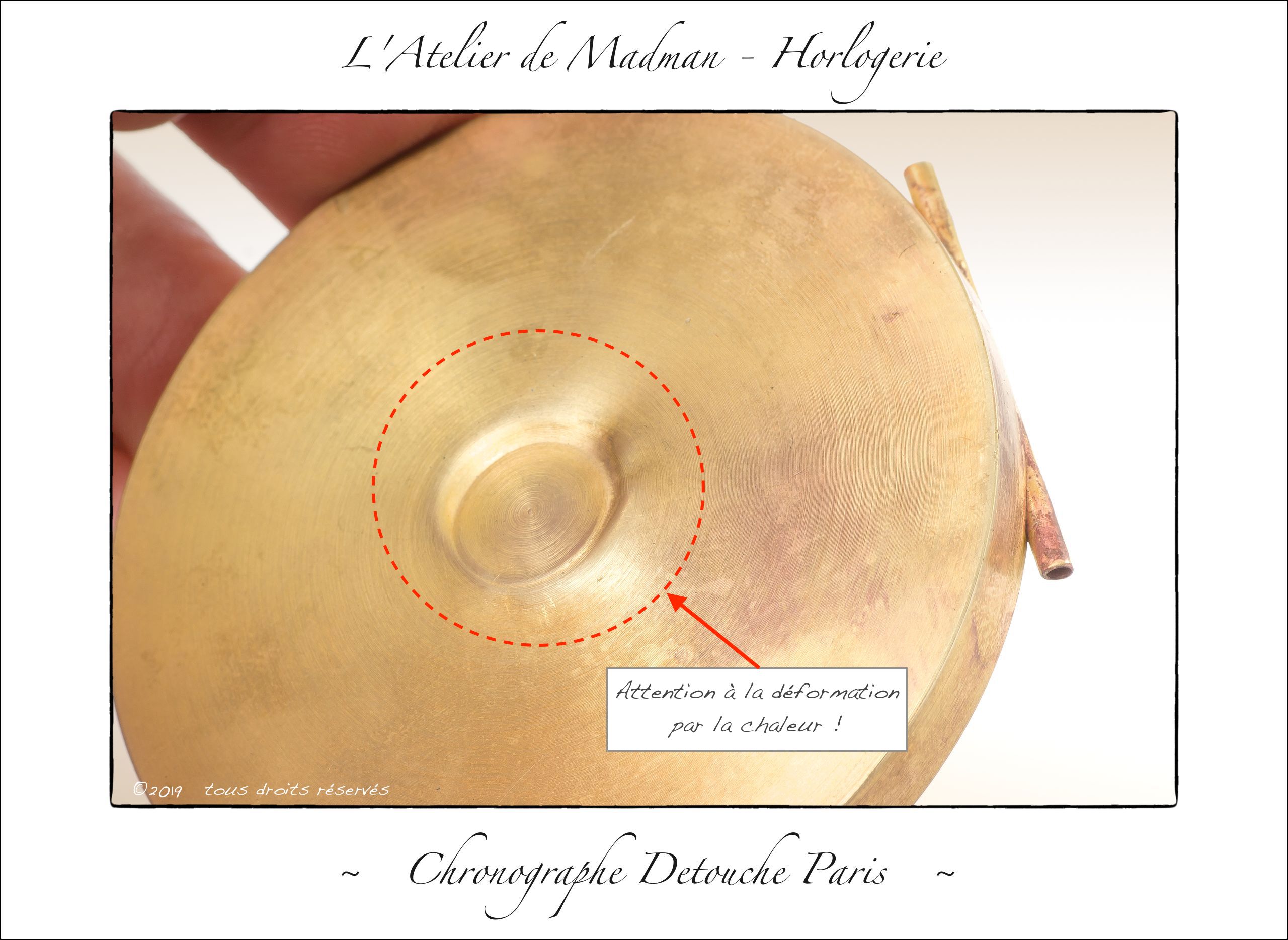
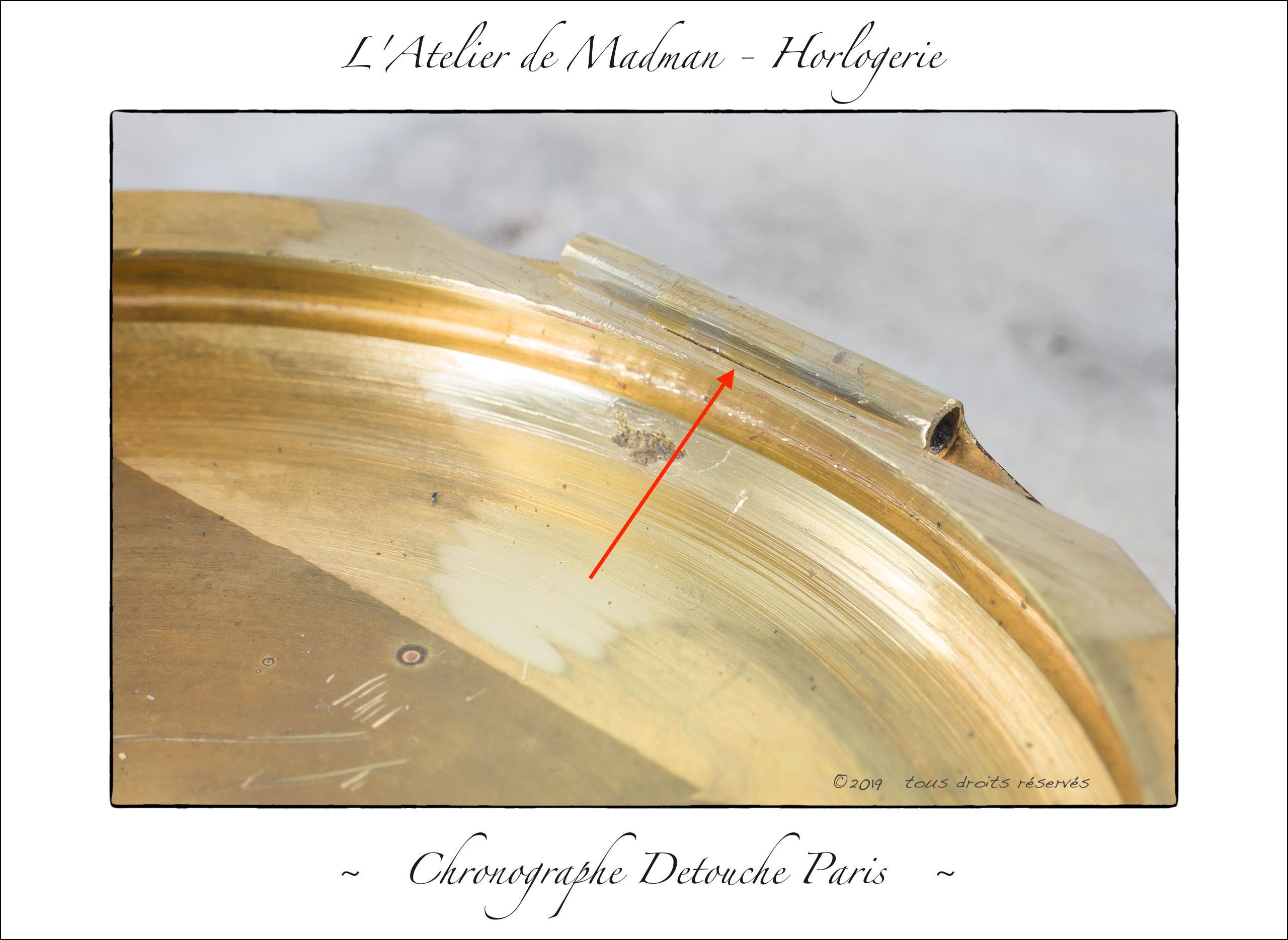
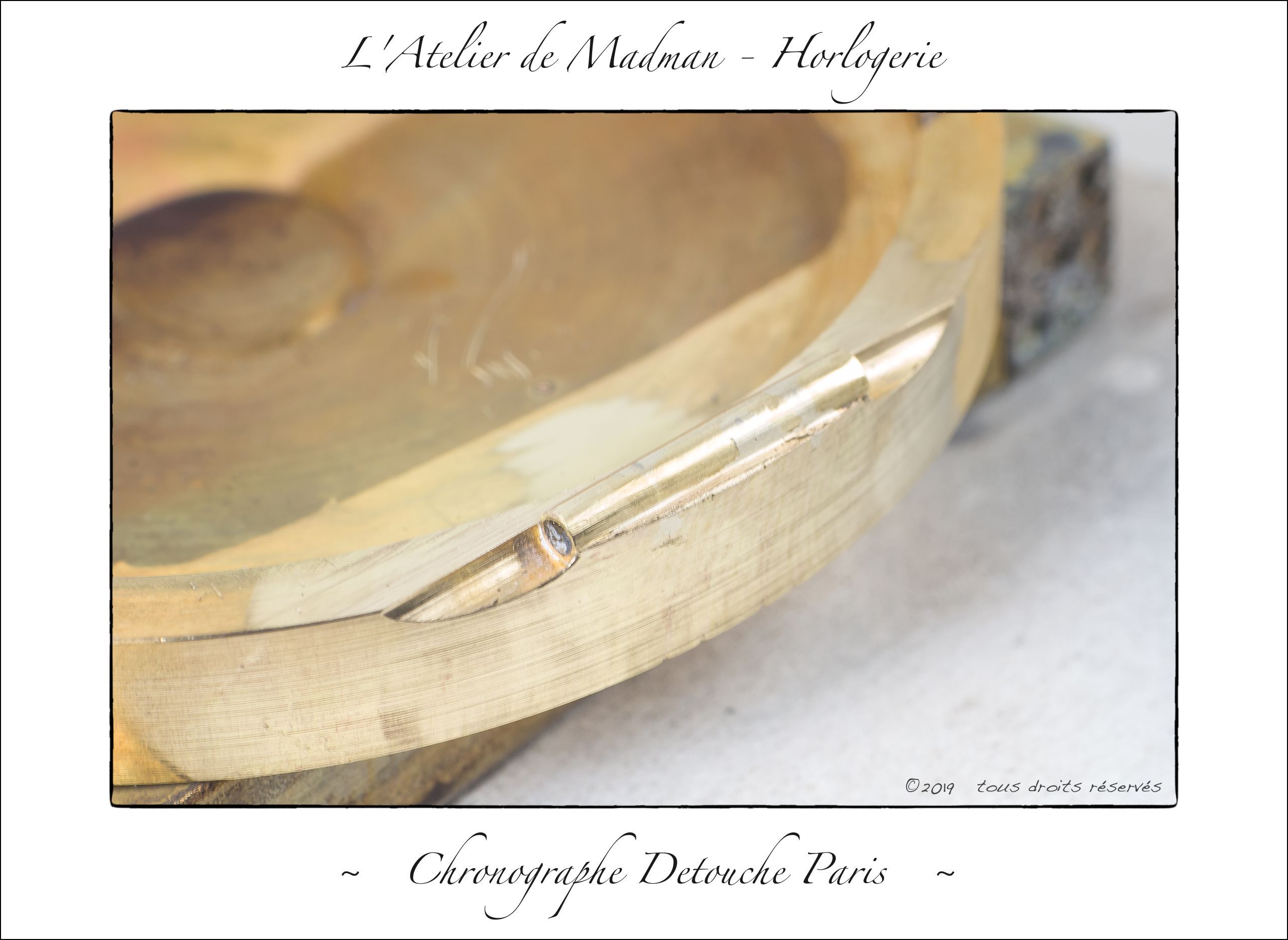
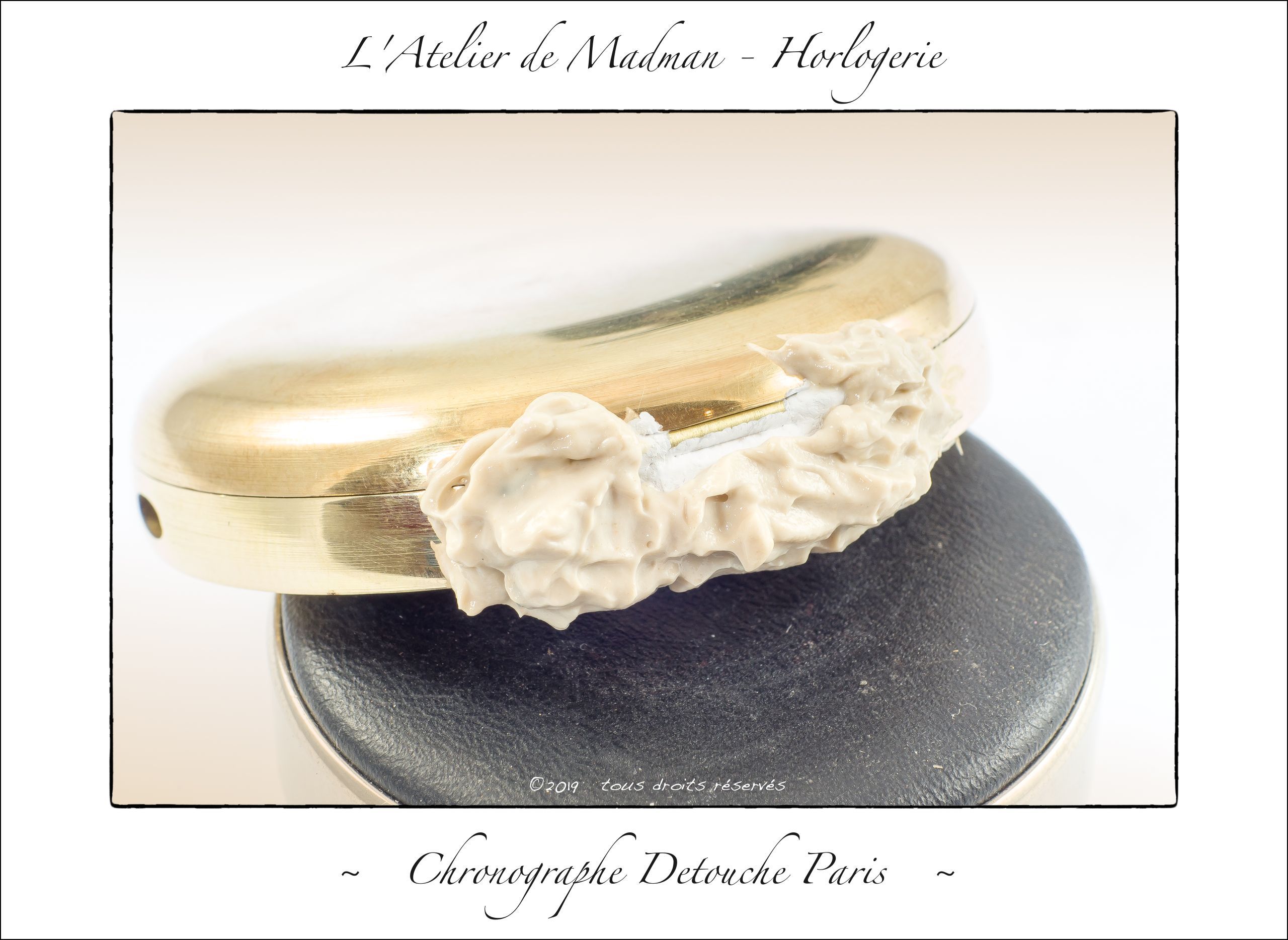
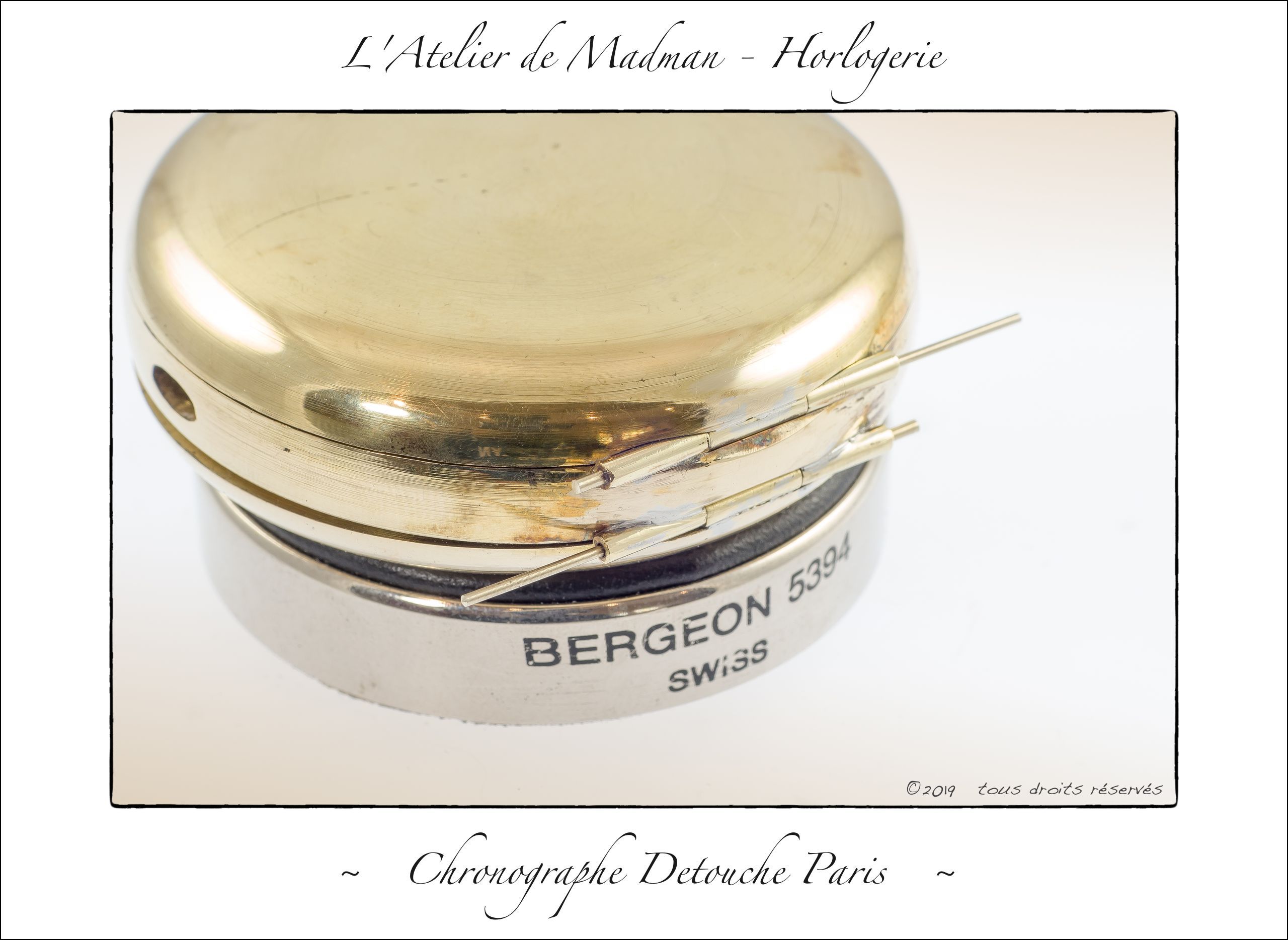
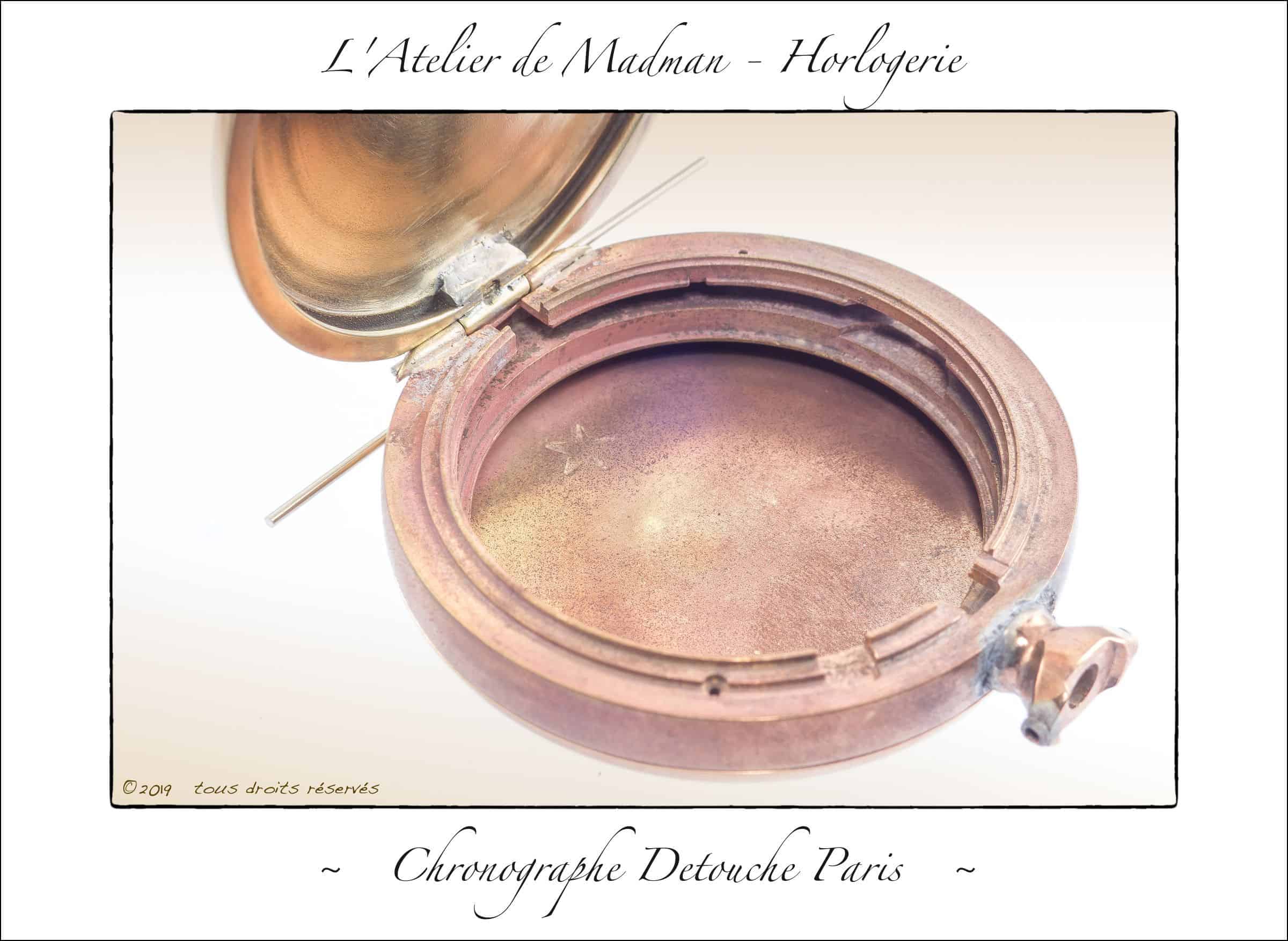
5-10 août 2019 – Les charnières, fixées à la brasure argent basse température (210°C) n’ont pas tenu. La masse des couvercles est importante et la torsion exercée lors de l’ouverture, notamment à l’arrivée en butée, a eu raison de cette soudure molle.
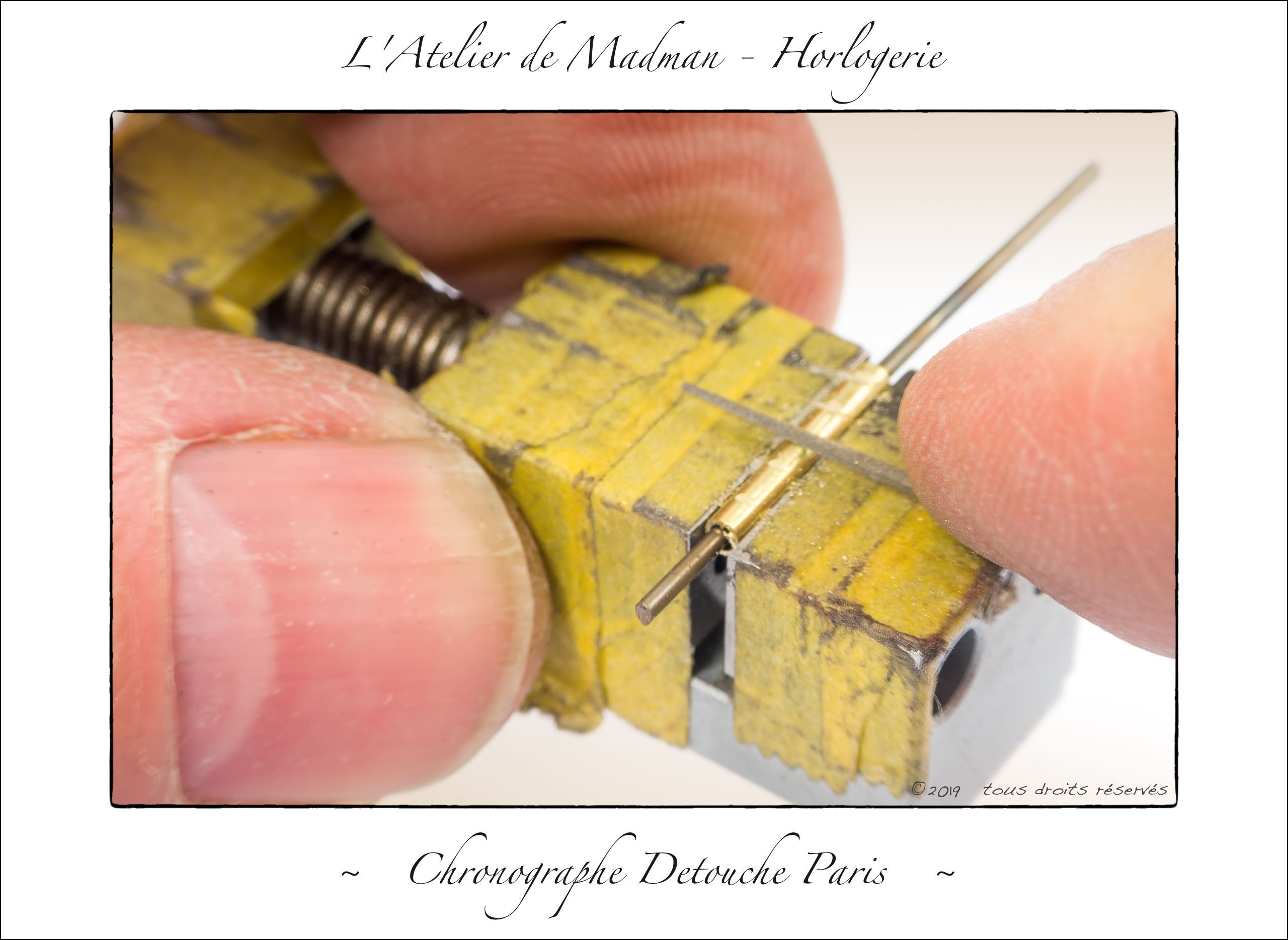
Il ne restait qu’à enlever les tubes, nettoyer et re-braser. Cette fois à la brasure argent haute température (700°C). La résistance sera infiniment supérieure.
La conséquence néfaste de cette haute température fut d’abimer le placage or. Tout le boitier s’est oxydé et il a fallu refaire les polissages, en sacrifiant au passage le placage. Il ne reste qu’à retourner chez le galvaniseur !



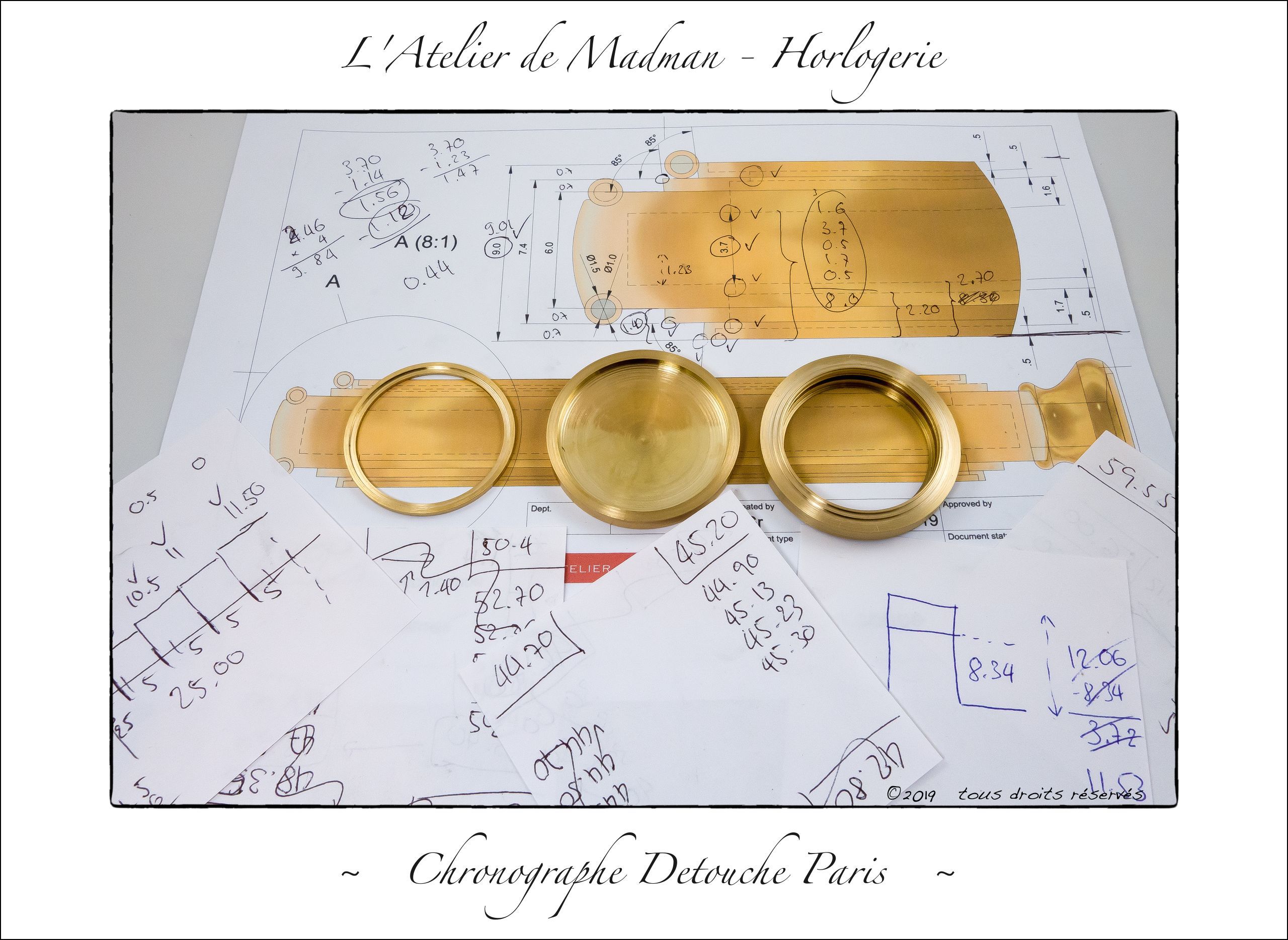
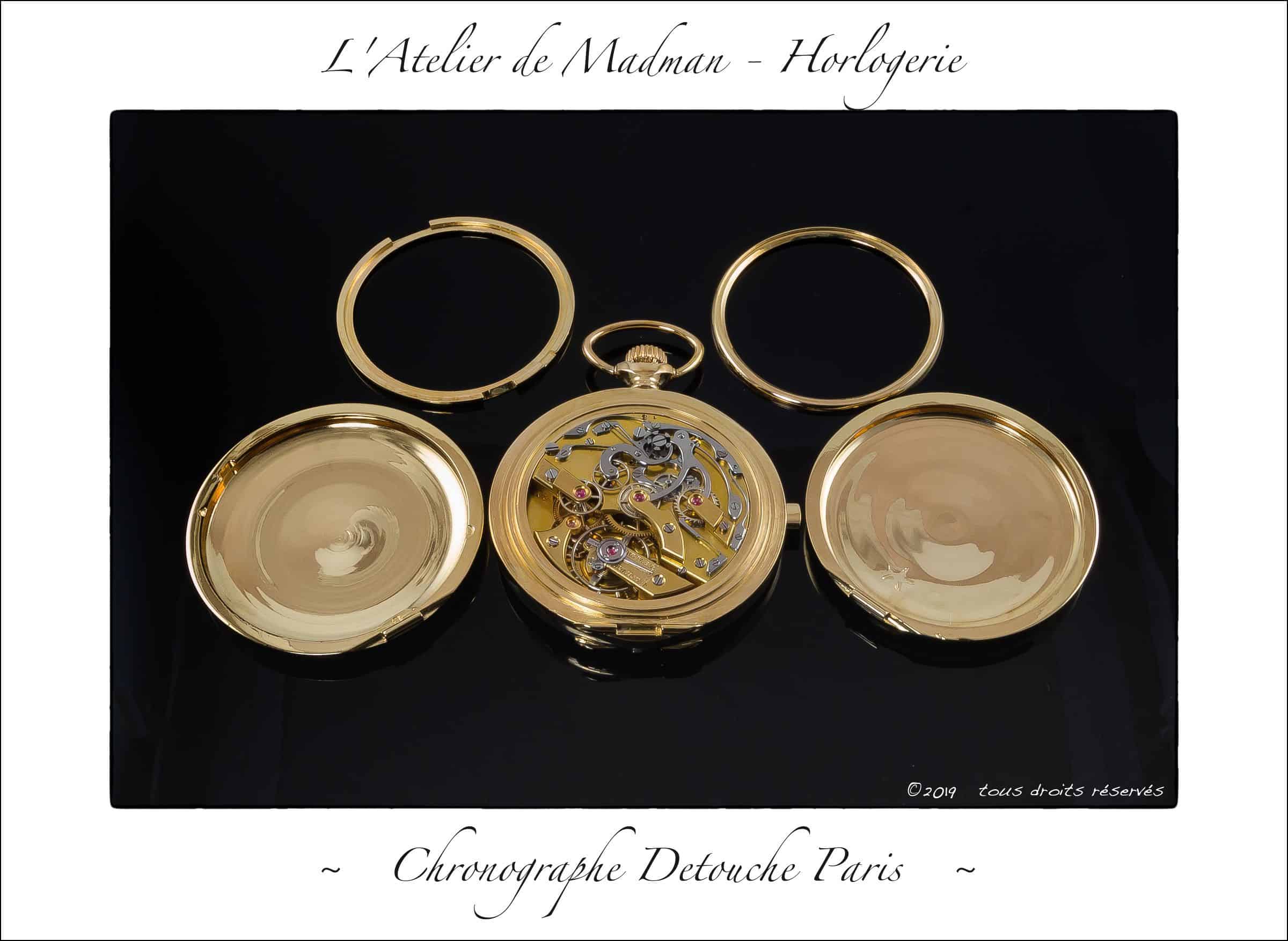
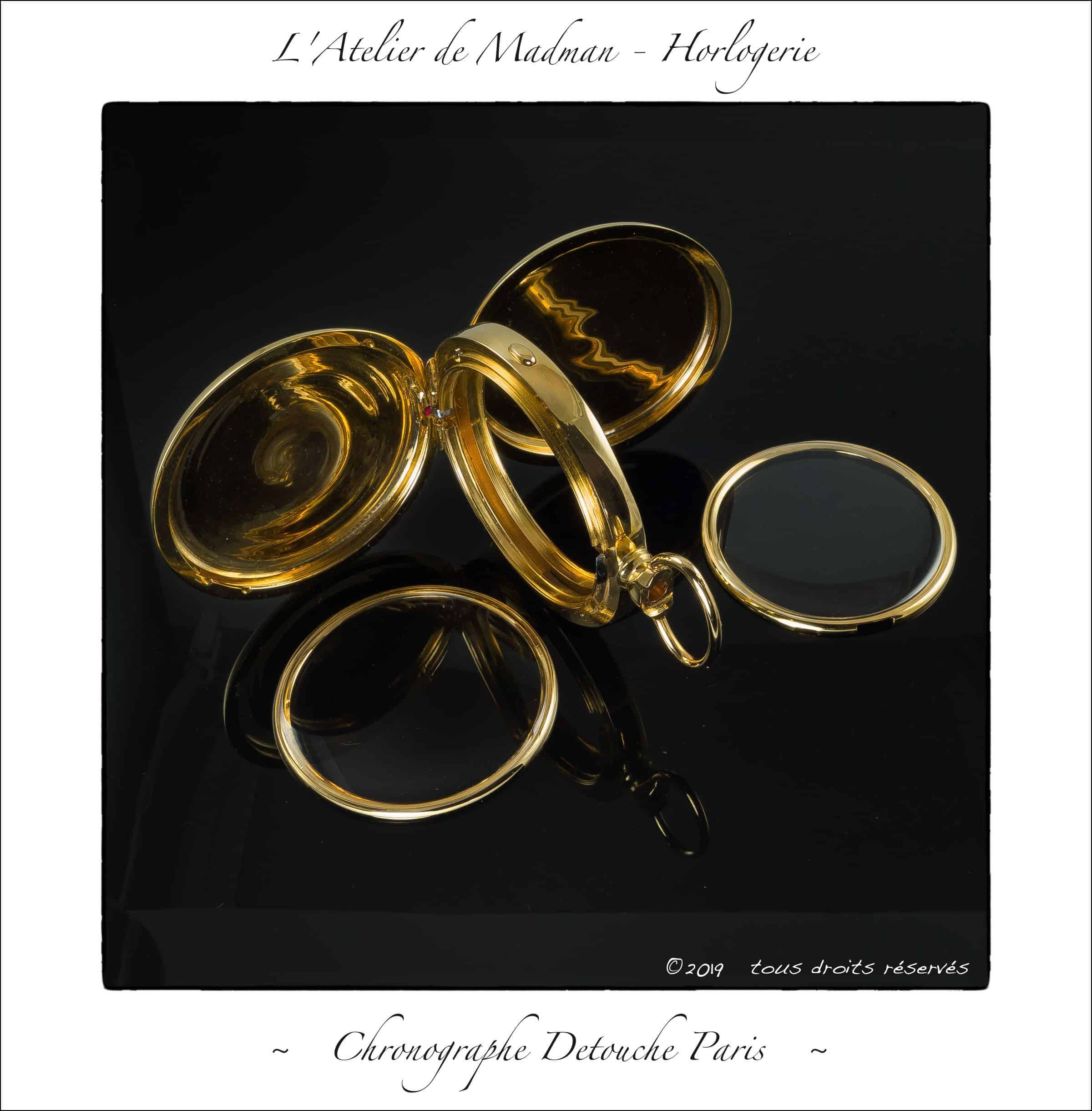
3. Photos finales de l’usinage du boitier
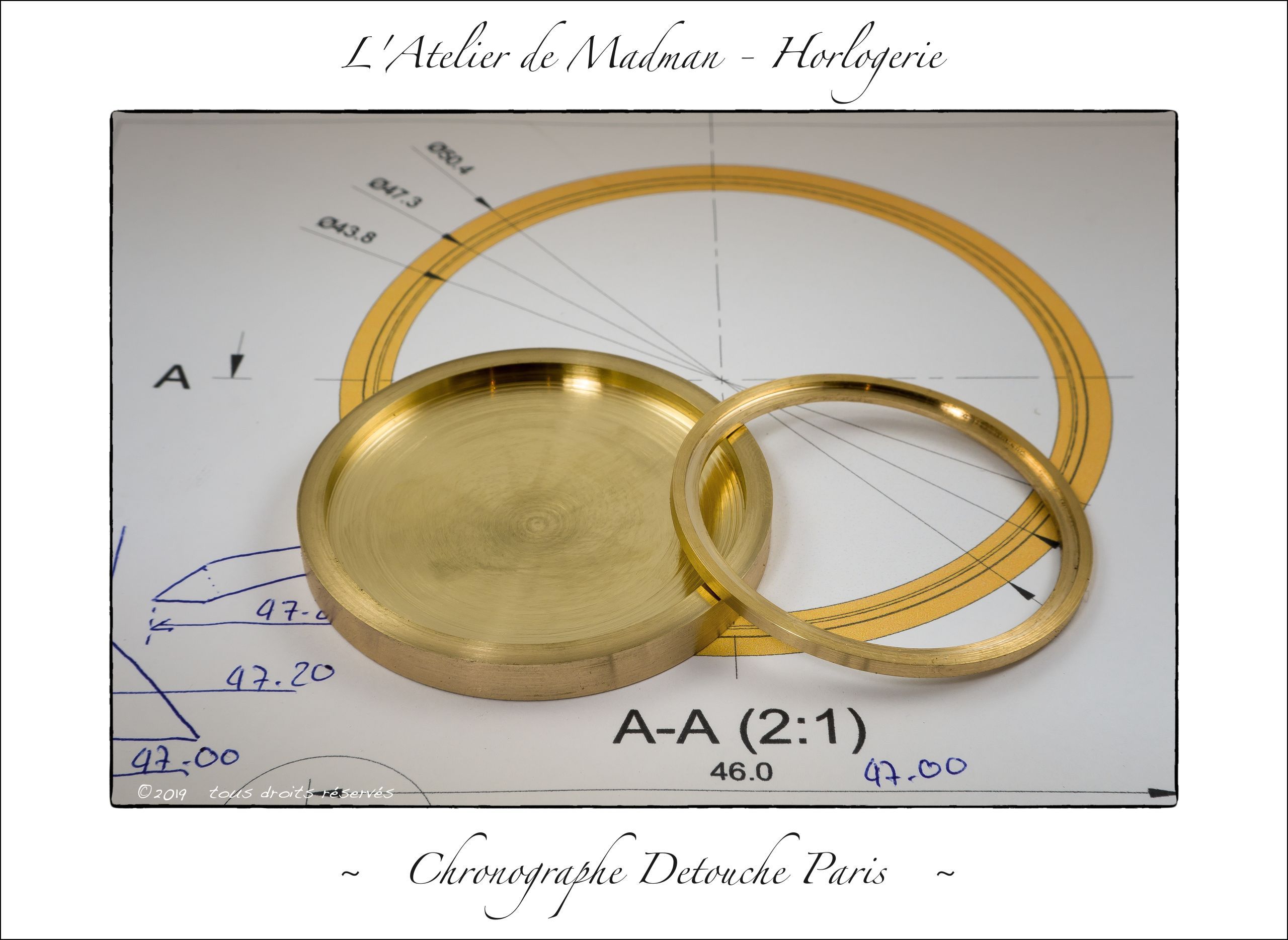
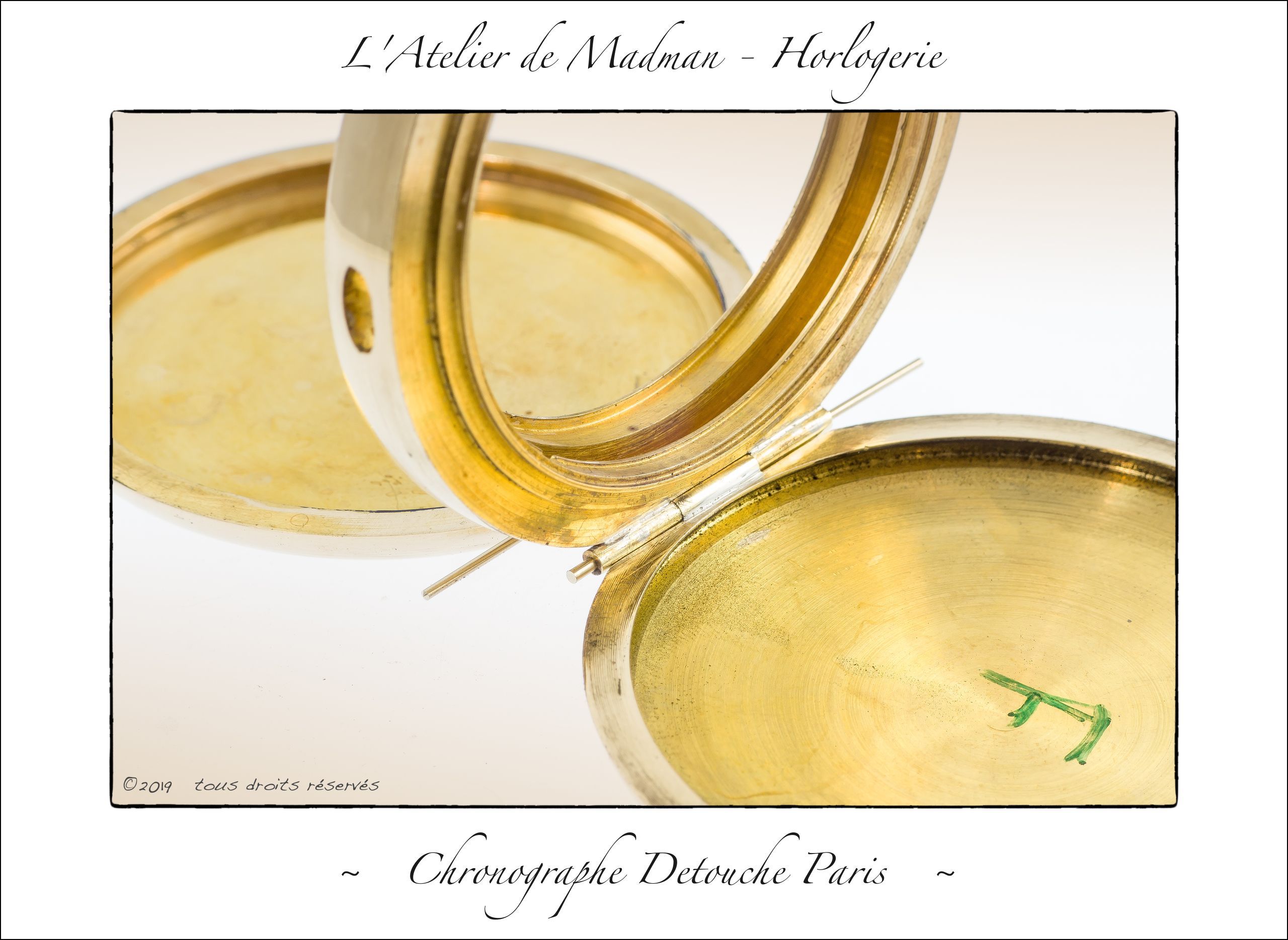
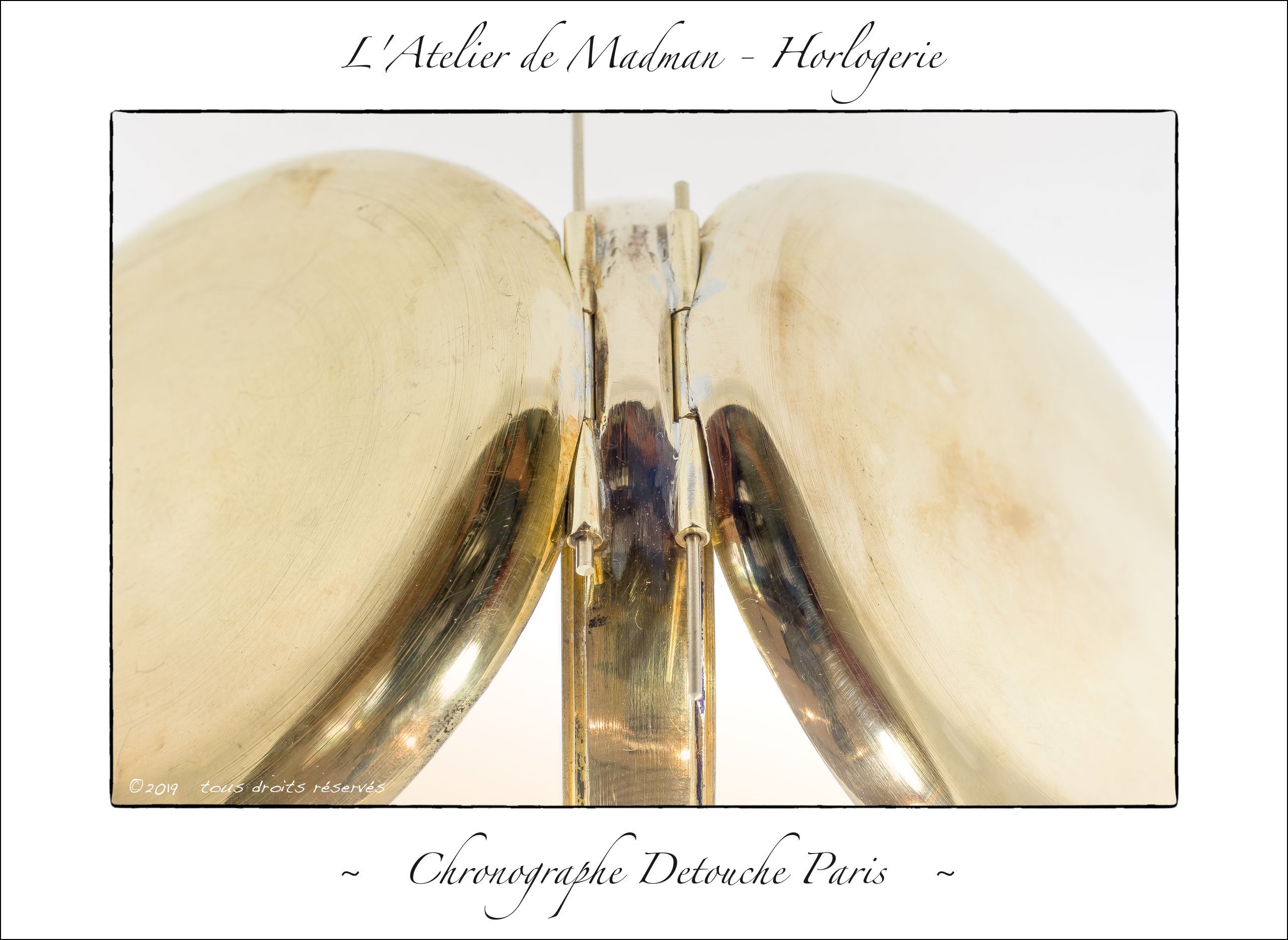
Les pièces du boitier avant le placage or.

* * *